همانطور که می دانیم مخازن تحت فشار از جمله تجهیزاتی هستند. که در شاخه نفت و پتروشیمی و در اغلب صنایع اصلی نظیر نیروگاه. و حمل و نقل از کاربرد ویژه و قابل توجهی برخوردار بوده. و از اینرو توجه به مقوله طراحی و ساخت آنها از اهمیت ویژه ای برخوردار است.
فولاد مخزنی
_rahg.jpg)
فولاد مخزنی-مخازن تحت فشار چیست؟
مخزن تحت فشار استاندارد ASTM SEC VIII به مخازنی گفته می شود. که فشار طراحی داخل آن بیش از 15psi (و کمتر از 3000psi) باشد. این مخازن فلزی معمولاً استوانه ای یا کروی. برای نگهداری و یا انجام فرآیندهای شیمیایی مایعات و یا گازها می باشند. که توانایی مقاومت در برابر بارگذاری های مختلف فشار. (فشار داخل، و یا فشار خارجی و خلا در داخل) را دارا می باشند. استاندارد اصلی برای طراحی این مخازن ASTM SECTION VIII می باشد. که توسط انجمن مهندسین مکانیک آمریکا تدوین شده و هر چهار سال یکبار مورد بازنگری قرار می گیرد. معیار تبعیت از این استاندارد بیشتر بودن فشار داخلی مخزن از 15psi می باشد. کاربرد عمده این مخازن در صنایع نفت و گاز می باشد.
مخازن تحت فشار برای اینکه کارکردی ایمن داشت باشند. در فشار و دمای ویژه ای طراحی می شوند. که اصطلاحاً فشار طراحی و دمای طراحی گفته می شود. طراحی و ساخت اینگونه تجهیزات تحت فشار بدون اصول و استفاده از کدها و استانداردهای طراحی. بسیار خطرناک و حادثه آفرین خواهد بود.
روش ساخت مخازن تحت فشار
طبق استاندارد ASTMEVIII (Division1) روش های ساخت مخازن تحت فشار به دو دسته زیر طبقه بندی می شوند. که به توضیح مختری از برخی از آنها می پردازیم.
1- جوشکاری 2-فورجینگ
در ساخت مخازن تحت فشار به روش جوشکاری از روش های متعدیی متناسب با متریال فلز پایه. نوع کاربری، میزان حساسیت در ساخت مخزن و تجهیزات کارگاه می توان استفاده کرد. که از آن جمله می توان به روش جوشکاری الکترود دستی، جوشکاری میگ، جوشکاری زیر پودری و جوشکاری تیگ اشاره نمود. در این روش پس از رول کردن بدنۀ مخزن و ساختن کلاهک آن. آن ها را به هم جوش می دهند.

روش فورجینگ
ساخت مخازن تحت فشار به روش فورجینگ قابل اجرا برای مخازنی خواهد بود. که در آنها جوش های طولی وجود ندارد. همچنین این روش قابل اجرا در فولادهای کم کربن، فولادهای کم آلیاژ است.
مواد مورد استفاد برای ساخت مخازن
در تئوری هر ماده ای با تحمل تنش کششی بالا و خاصیت های کششی مناسب می تواند. در ساخت مخازن به کار گرفته شود اما استاندارد های ساخت ASTM BPVC Section. لیستی از بهترین مواد و محدودیت دما و فشار آن ها را مشخص کرده است.
بسیاری از منابع تحت فشار از آهن تشکیل شده اند که ورق های آهنی به صورت رول در آمده. و به عدسی ها و به همدیگر جوش داده می شوند. اما این جوش ممکن است بر بسیاری از خواص آهن رول شده تأثیر منفی بگذارد. مگر این که توجه هایی قبل از جوشکاری صورت بگیرد.
فولاد مخزنی
علاوه بر استحکام مکانیکی مناسب، استانداردهای حال حاضر دنیا. شرکتها را موظف می کند تا از آهنی با مقاومت بالایی در مقابل ضربه استفاده شود. و همچنین برای محیط ها و سیالاتی که موجب خوردگی کربن استیل می شوند لازم است. از موادی با قابلیت مقاومت در برابر خوردگی استفاده کرد.
برخی از مخازن تحت فشار از کمپوزیت ها ساخته شده اند. مانند فیبرهای کربن با توجه به استحکام بالای فیبر کربن در برابر کشش، این نوع از مخازن تحت فشار. می توانند بسیار سبک باشند اما ساخت آن بسیار سخت می باشد.
طبقه بندی مخازن تحت فشار
طبقه بندی بر اساس شکل
الف-مخازن استوانه ای
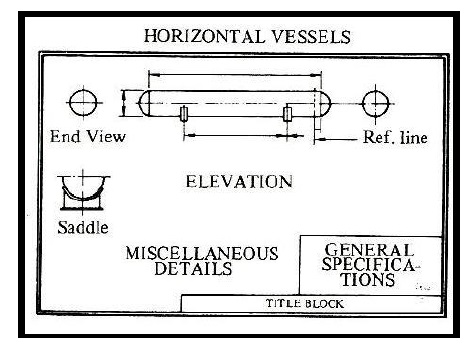
اغلب به صورت یک استوانه ای با دو سر عدسی ساخته می شوند. این نوع مخازن رایج ترین نوع مخازن هستند. مخازن استوانه ای بلند ممکن است عمودی یا افقی باشند. اصولاً نیاز عملیاتی یک برج تعیین کننده نوع افقی یا عمودی بودن آن است. برای مثال برج ها که نیاز به ثقل جهت جداسازی فازها دارند. به صورت عمودی نصب می شوند. در حالی که مبدل های حرارتی هم می توانند به صورت افقی و هم عمودی نصب گردند. در مورد مبدل های حرارتی این انتخاب عموماً بوسیله روش انتقال گرما و سیر سیال صورت می گیرد. و در مخازن ذخیره محل نصب عمدتاً عامل انتخاب می باشد (شکل 1-2).
شکل 1-2: نمونه یک مخزن تحت فشار استوانه ای

ب- مخازن کروی
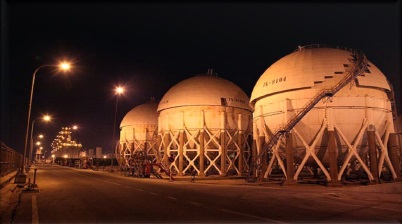
به علت استحکام ذاتی شکل کروی این مخازن اصولاً برای فشارهای بالا بکار می روند. مخازن ذخیره بزرگ که تحت فشار متوسط قرار دارند معمولاً شکل کروی یا شبه کروی دارند (شکل 1-3).
شکل 1-3 : نمونه یک مخزن تحت فشار کروی
طبقه بندی بر اساس فشار
الف- مخزن تحت فشار داخلی
در این نوع مخزن معمولاً سیالی با فشار بالاتر از فشار اتمسفر وجود دارد.
ب- مخزن تحت فشار خارجی
مخازن تحت فشار که با شرایط خلاء مرتبط هستند. باید برای فشار خارجی طراحی شوند در غیر این صورت متلاشی خواهند شد.
طبقه بندی بر اساس ضخامت جداره
الف- مخازن جدار نازک
یکی از متداول ترین انواع مخازن است. در این مخازن نسبت ضخامت پوسته به قطر کمتر از 10% است.
ب- مخازن جدار ضخیم
در این نوع نسبت ضخامت پوسته به قطر بیشتر از 10% است.
کاربردها
مخازن تحت فشار در انواع کاربردهای گوناگون، هم در بخش صنعتی و هم در بخش خصوصی استفاده می شود. این مخازن برای ذخیره هوای فشرده و مخازن آب داغ خانگی کاربرد دارد. نمونه های دیگر از کاربرد آن می توان به مخازن تحت فشار استوانه غواصی. برج های تقطیر، اتوکلاو، در پالایشگاه های نفت و پتروشیمی، راکتورهای هسته ای. زیر دریایی و کشتی فضایی، مخازن پنوماتیک و هیدرولیکی، مخازن کیسه های هوای خودرو. و مخازن ذخیره سازی گاز مایع. مانند آمونیاک، کلر، پروپان، بوتان و LPG نام برد (شکل 1-4).
شکل 1-4 : مخزن LPG در خودرو

تعاریف اولیه در ساخت مخازن تحت فشار
1- فشار و دمای کاری: فشار و دمایی است که مخزن، تحت آن به عملکرد عادی خود می پردازد.
2- فشار طراحی: فشاری است که جهت تعیین حداقل ضخامت مجاز. برای اجزاء مخزن تحت فشار در نظر گرفته می شود. و معمولاً 10% و یا 30psi (هر کدام که بزرگتر باشد) بیشتر از فشار عملیاتی آن می باشد. چنانچه مخزن دارای ارتفاع قابل توجهی باشد (بیشتر از 10 متر) لازم است که فشار استاتیکی. ناشی از وزن سیال نیز به رقم مزبور اضافه گردد..در مورد مخازنی که بطور معمول در شرایط خلاء کار می کنند. و یا یا اینکه امکان خلاء برای آنها محتمل است. باید طراحی با در نظر گرفتن پدیده خلاء کامل صورت پذیرد.
3- درجه حرارت طراحی: این پارامتر نقش مهمی در طراحی یک مخزن تحت فشار ایفا می کند. چرا که مستقیماً با مقدار تنش مجاز فلز بکار رفته در ساخت مخزن ارتباط دارد. به عنوان یک پیشنهاد می توان برای مخازنی که فعالیت آنها در محدوده
فولاد مخزنی
قرار دارد بر اساس RATING فلنج های بکار رفته در آنها اقدام به تعیین درجه حرارت طراحی نمود. چرا که حداکثر تنش مجاز برای فولادهای کربنی و کم آلیاژ در محدوده فوق عمدتاً ثابت است. برای مخازن با فولاد کربنی که شرایط دمایی بهره برداری از آنها نزدیک به محیط اطراف می باشد. تعیین حداقل درجه حرارت شکست ترد همواره وجود خواهد داشت. یادآوری می شود که آیین نامه در هیچ حالتی اجازه استفاده از درجه حرارت بالاتر از 1000 درجه فارنهایت. برای فولاد کربنی و 1200 درجه فارنهایت برای فولادهای کم آلیاژ را نمی دهد.
4- حداکثر فشار کاری مجاز: فشاری است. که تحت آن فشار، ضعیف ترین عضو مجموعه به نقطه نهائی تنش تسلیم خود می رسد.
معمولاً سازندگان مخازن تحت فشار مقدار M.A.W.P را با توجه به پوسته مخزن تخمین می زنند. و اجزاء کوچک مثل فلنج یا دریچه ها را مبنای محاسبه قرار نمی دهند.
عبارت ( new & cold) MAWP یکی از رایج ترین اصطلاحات در این زمینه بوده و اشاره به شرایط زیر دارد:
- بدون خوردگی (new)
- فاقد شرایط دمای طراحی – در دمای اتاق (cold)
بنابراین با توجه به تعریف اصلی MAWP خواهیم داشت:
MAWP new&cold > MAWP
5- فشار تست هیدرواستاتیک: فشار این تست 1/5 برابر فشار طراحی و یا مساوی MAWP مدنظر قرار می گیرد.
6- ماکزیمم تنش مجاز: مقدار این کمیت بستگی به جنس ماده بکار رفته. در ساخت مخزن داشته و مستقیماً با خواص مکانیکی ماده تشکیل دهنده مخزن در ارتباط است.
7- استحکام اتصالات: مقدار پارامتر (E) بستگی به نحوه اتصالات و درصد رادیوگرافی آنها دارد. در مورد مخزنی که قرار است بطور کامل رادیوگرافی شود. لازم است تا کلیه خطوط A و D بصورت صد در صد و خطوط C و B. (به شرط اینکه از لوله 10in و یا ضخامت

فراتر رفته باشد) رادیوگرافی شوند. اما اگر قرار باشد که مخزنی بصورت موضعی رادیوگرافی شود. آنگاه محل های اتصال خطوط B و C با خطوط دسته A (شامل نازل های با قطر بیش از 10in و ضخامت lin). و محل تماس مقاطع بدون درز مخزن یا عدسی ها وقتیکه طراحی جوش های A و D. بر مبنای استحکام 1.00 یا 0.9 صورت می پذیرد. باید بطور موضعی رادیوگرافی شوند (شکل 1-5).
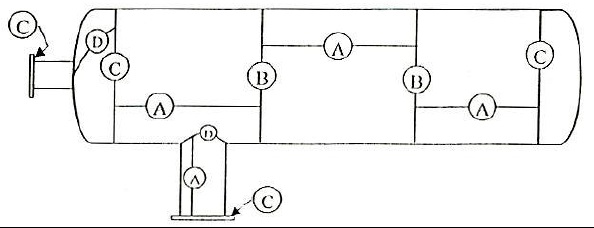
شکل (1-5) نام گذازس انواع جوش های طولی و عرضی بر روی یک مخزن
چنانچه مخزنی فاقد هرگونه رادیوگرافی طراحی شده باشد آنگاه باید حائز یکی از شرایط زیر باشد:
الف- تنها فشار خراجی وجود داشته باشد.
ب- طراحی اتصالات بدون در نظر گرفتن تست رادیوگرافی صورت پذیرفته باشد.
در اینجا لازم است تا با انواع بارگذاری های ممکن بر روی یک مخزن تحت فشار آشنا شد. و از این راه اهداف طراحی و چگونگی آن جهت نیل به مقاصد اصلی را شناسائی کنیم.
فولاد مخزنی
خلاصه ای از انواع بارگذاری هایی که می تواند بر مخزن تحت فشار اعمال شود در زیر مشاهده می گردد.
1- فشار داخلی (یا خارجی)
2- وزن مخزن
3- بارهای استاتیکی ناشی از لوله های اتصال، تجهیزات متصل به مخزن، ادوات داخلی و…
4- بارهای دینامیکی مربوط به تغییرات فشار یا دمای مخزن
5- نیروهای ناشی از اثرات باد و زمین لرزه
6- بارهای ضربه ای ناشی از پدیده ضربه قوچ
7- تنش ناشی از گرادیان دمائی وابسته به زمان (اثر خزش)
فولاد مخزنی
معمولاً در فرایند طراحی یک مخزن تحت فشار، چنانچه مخزن در شرایط خاصی قرار نداشته باشد. میتوان برای راحتی کار، اثرات بارهای استاتیکی، دینامیکی، ضربه ای و همچنین پدیده خزن را نادیده گرفته. و بدین ترتیب فقط تنش ناشی از فشار داخلی (یا خارجی). و نیز وزن مخزن به همراه اثرات باد و زمین لرزه در طراحی یک مخزن تحت فشار. نقش اساسی ایفا می کنند.
با توجه به گوناگونی شرایط بارگذاری و همچنین فرآیندهای تولید ورق و دیگر اجزاء مورد نیاز. یک مخزن تحت فشار، تنش های ایجاد شده. را می توان به 3 گروه عمده دسته بندی نمود:
فولاد مخزنی
1- تنش کششی
2- تنش فشاری
3 تنش پوسته ای اولیه (تنش پسماند)
با این مقدمه، هدف از طراح یک مخزن تحت فشار. را می توان بطور خیلی ساده غلبه بر انواع تنش های ایجادی. با توجه به شرایط عملکردی آن دانست. به گونه ای که شکل فیزیکی مخزن از قابلیت های عملکردی مطلوب بر خوردار باشد.
مراحل ساخت مخزن تحت فشار
انتخاب مواد
یکی از مهمترین مسائل در طراحی مخازن تحت فشار انتخاب صحیح مواد اولیه بکارگیری در آنها می باشد. چراکه این امر تأثیر به سزایی در تعیین ضخامت ها، ابعاد و نهایتاً شرایط عملکردی مخزن دارد. اطلاعات مهم برای انتخاب مناسب مواد شامل تعیین مشخصه ها و مقادیر ( و تغییرات تأثیرگذار). سیال در اجزاء مختلف مخزن می گردد.
بعلاوه، ph سیال، درجه هوازنی و درجه حرارت (با پیش بینی دامنه) می یابد لیست شود.
متداول ترین مواد برای ساخت مخازن تحت فشار، فولادهای کربنی و کم آلیاژ می باشد. این فولادها در گستره وسیعی از درجه حرارت های مختلف منفی 20 الی مثبت 1200 درجۀ فارنهایت کاربرد داشته. و آیین نامه کاربرد بیش از 34 گرید از فولادهای کربنی و 44 گرید از فولادهای آلیاژی. را بعنوان ورق های با کیفیت مناسب برای ساخت مخازن تحت فشار مورد تأیید قرارمی دهد. انتخاب هر یک از این مواد عمدتاً بر اساس معیارهای زیر صورت می پذیرد.
- در دسترس بودن ورق در ضخامت های مورد نیاز
- دارا بودن چقرمگی مورد نیاز برای درجه حرارت های پایین
- دارا بودن استحکام لازم در درجه حرارت های بالا
- مقاومت در درجه حرارت های بالا در برابر اکسیداسیون و یا خوردگی
معیارهای اضافی دیگر که معمولاً برای انتخاب مواد در صنعت نفت و پتروشیمی مورد توجه قرار می گیرد. مقاومت فلز در مقابل اثر تخریبی هیدروژن (ایجاد شکنندگی هیدروژن و تاول های هیدروژنی). در درجه حرارت ها و فشارهای بالا است.یاد آوری می شود یکی از ملاحظه های عمده در انتخاب مواد. خطر احتمالی شکست ترد در بعضی فولادهای کربنی است. که معمولاً در محدوده منفی 20 الی مثبت 120 درجه فارنهایت (نسبت به ضخامت و گرید فولاد). از اهمیت خاصی برخوردار می باشد.
انتخاب دیگر در رابطه با مواد اولیه ساخت مخازن تحت فشار. استفاده از فولادهای آلیاژی به دلیل کنترل خوردگی و یا جلوگیری از آلودگی سیال. در اثر حمل نمودن آهن می باشد. فولادهای ضد زنگ آستنیتی همچنین می توانند. برای شرایط کاری با درجه حرارت های بالا تا 2000 درجۀ فارنهایت بکار گیری شوند. مشخصه های فرایندهای لازم برای انتخاب آلیاژهای مناسب در شرایط عملیاتی خاص مشابه با آنچه که برای مخازن تولیدی. از فولاد کربنی بیان شد می باشد.
فولاد مخزنی
در اینجا لازم است که اشاره ای به استاندارد NACE. در رابطه با نحوه انتخاب مواد برای فولادهای کربنی و کم آلیاژ. که بیشترین کاربرد را در صنعت نفت و گاز دارند بنماییم.این استاندارد صرفاً با هدف تعیین شرایط لازم برای ایجاد مقاومت. در مقابل پدیده S.S.C (SULFIDE STRESS CRACKING) تدوین گردیده. و سایر اثرات تخریبی ناشی از هیدروژن در سرویس های به اصطلاح «ترش» می بایست جداگانه مورد توجه قرار گیرد. خلاصه نیازهای مورد نظر برای فولادهای مزبور به شرح زیر است:
فولاد مخزنی
- درصد نیکل در فولاد باید کمتر از 1% باشد.
- سختی فولاد باید کمتر از RC22 باشد.
- فولادهای مورد آهنگری با شرایط ASTM-A105 و محدودیت سختی 187 برینل قابل قبول هستند.
- فولادهای کار شده در اشکال نورد، اکستروژن، فروجینگ و غیره با سختی بیش از RC22. به شرط انجام تست صلاحیت طبق ملزومات استاندارد قابل قبول هستند.
- اتصالات تولیدی از لوله های ASTM-A53/A106. به شرط انجام کار سردی کمتر از 15% و سختی حداکثر 190 برینل قابل قبول هستند.
طراحی
با توجه به روابط موجود (از مقاوت مصالح). در رابطه با محاسبه ضخامت مورد نیاز جهت پوسته و عدسی یک مخزن تحت فشار استوانه ای شکل. می توان از روابط زیر بهره گرفت:
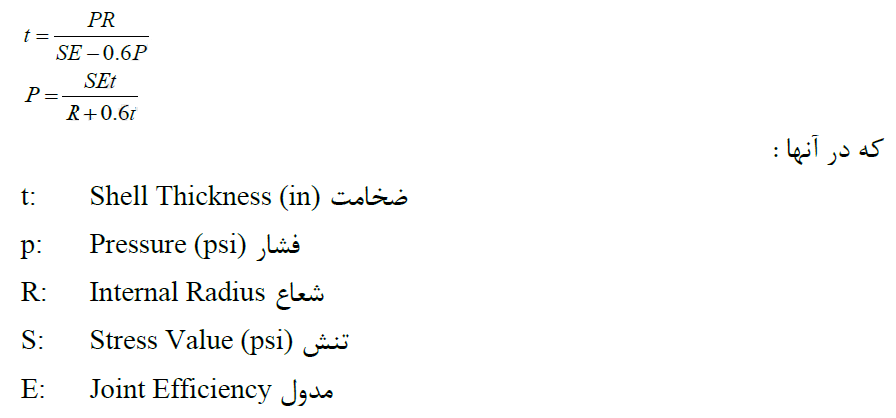
کنترل ورق های ورودی
هر ورقی که تولید می شود بایستی از شرکت تولید کنندۀ آن یک گواهی نامه داشته باشد. در این گواهینمامه یک سری اطلاعات مربوط به ورق درج می گردد و وجود دارد. هر ورقی یک Heat number دارد. که از طریق آن می توان ورق را ردیابی کرد. و یک سری اطلاعات مربوط به ورق را از جمله خواص مکانیکی و ترکیبات شیمیایی و… بدست آورد.
بعضی مواقع در کارخانه یک سری ورق وارد می شود که دارای Heat number نیستند. و یا به نحوی پاک شده اند یا قابل دیدن نیستند. در حالت ایده آل کارخانه یک تیکه از ورق مورد نظر را بریده و به آزمایشگاه می دهد. تا یک سری آزمایشات و تست هایی روی ورق انجام گیرد. بعد از دریافت جواب آزمایشگاه پارامترهایی که آزمایشگاه بدست آورده. را با پارامترهای موجود در گواهینامه ورق ها مقایسه می کنیم. تا ببینیم حدس ما در مورد آن ورقی که می خواستیم درست است یا نه.
بطور مثال ما سفارش ورق A516 g70 دادیم. و ورق های دریافتی هیچ گونه Heat number ندارد برای صحت کار خود مراحل بالا را بایستی انجام دهیم.
و پارامترهایی که در کنترل ورق بایستی توجه شود یکی تمیزی ورق، ضخامت ورق می باشد. که ضخامت ورق ها را معمولاً با کولیس اندازه می گیرند.
کنترل لوله های ورودی
لوله ها مانند ورق ها نیز دارای یک سری مشخصات فنی مانند Heat number و Schedule. و قطر (سایز لوله) و جنس لوله می باشد. که معمولاً Heat Number ها در ابتدا و انتهای لوله ها درج می شود.
Schedule : به عبارت عامیانه به گوشت لوله و یا ضخامت دیواره های لوله معروف می باشد.
Schedule ها متنوع می باشند و میتوان به نمونه های زیر اشاره کرد.
SCH(10,20,30,40,60,80,100,120,140,160)
که Schedule40 به Schedule استاندارد معروف است.
فولاد مخزنی
یک سری جداول وجود دارند که با فرض معلوم بودن سایز لوله و Schedule. آن می توان ضخامت دیوارۀ لوله را از روی جدول بدست آورد. اطلاعات مورد حاصل از جدول را با اطلاعاتی که خود با اندازه گیری دیواره لوله با کولیس انجام دادیم. مقایسه کرد تا مطمئن شویم که لوله مورد نظر درست است.
کنترل فلنج ها و زانویی ها و دیگر اتصالات ورودی به کارخانه
مأمور کنترل کیفیت با داشتن درخواست سفارش کارخانه برای کنترل اتصالات اقدام می کند. هریک از اتصالات ورودی به کارخانه دارای یک سری مشخصات است که روی اتصالات حک می گردد. وظیفه مأمور چک کردن کالای ورودی کارخانه با دستورسفارش می باشد. و بعد از چک کردن، تحویل انباردار کارخانه می دهد.
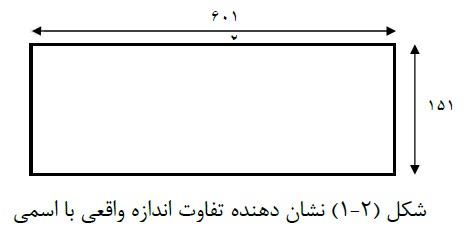
ابعاد و اندازه ورق ها
معمولاً ورق های استاندارد ایرانی به طول 6 متر و عرض 1/5 متر می باشد. در صورتی که ورق های خارجی به طول 6 متر و عرض 2 متر می باشد. معمولاً ورق هایی که تولید می شوند. به همان اندازه واقعی که بیان شد نیستند. معمولاً 10 الی 15 میلی متر بزرگتر از اندازه اسمی می باشد شکل (2-1)
فولاد مخزنی
دستور برش ورق
هر پروژه تولید مخزن شامل یکسری اسناد و مدارک می باشد. از جمله این اسناد نقشه ساخت مخزن می باشد که این نقشه در برنامه AutoCAD (اتوکد) طراحی گردید. که دارای اطلاعاتی در مورد طول و ضخامت و قطر داخلی. و تعداد نازل ها و فلنج ها و اندازه گیری نازل ها بر روی SHEL و … می باشد.
دستور برش ورق این گونه می باشد. که با داشتن قطر داخلی مخزن و ضخامت ورق بایستی محاسبات بر مبنای قطر خنثی مخزن انجام شود پس داریم:
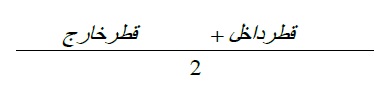
بطور مثال اگر قطر داخلی مخزن 1500 و ضخامت ورق 14mm باشد:
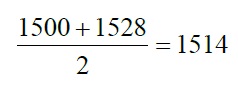
عدد مورد حاصل را ضرب در 3/14 می کنیم تا طول ورق که بایستی برش بخورد معلوم شود.
4753/9=3/14×1514
عرض ورق که مشخص است، طول ورق را این اندازه در نظر می گیریم.
حال بر اساس طول کلی مخزن تعداد شل هایی که نیاز است. تا این طول کلی مخزن را در نظر بگیرد را تهیه می کنیم. با فرض اینکه طول کلی مخزن 9/5 باشد و از آنجا که عرض ورق ها متغیر می باشد. (بیشتر از 1/5 متر) و با در نظر گرفتن GAP (فاصله بین هر دو شل). بایستی این افزایش و کاهش اندازه ها را در نظر گرفت. تا طول کلی مخزن مطابق با نقشه باشد (شکل 2-2).
فرمول محاسبات قیمت مخازن
لیست قیمت اجناس خریداری شده + هزینه حقوق کارگران و پرسنل+کسورات دولتی+15% کل مبلغ=نرخ محصول
فولاد مخزنی
فروش انواع استیل-فولاد نسوز -فولاد دریایی-فولاد ساختمانی-فولاد آلیاژی (استیل دی) ((ارتباط سریع با واحد فروش 02166396590- 09922704358))برای پیدا کردن مکان فعالیت استیل دی بر روی کلمه (نقشه) کلید نمایید
استیل دی –Steel day
02166396590– 09922704358
آدرس دفتر مرکزی: تهران – جاده قدیم کرج – بعد از کارخانه شیرپاستوریزه – فتح سیزدهم – مجتمع پایتخت- واحد C9
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییت
مطالعه بیشتر: میلگرد استیل 316 – ورق استیل 316- لوله استیل-استنلس استیل
مطالعه بیشتر: ورق فولادی st52-بررسی عددی تأثیر استفاده از آلیاژ حافظه دار شکلی-قیمت فولاد st52
مطالعه بیشتر: لوله A333-فولاد a333-لوله مانیسمان A333-لوله فولادی کربنی-لوله آتشخوار
صادرات فولاد فنر به کشورهای همسایه رشد قابل توجهی داشته است.
مطالعه بیشتر: فولاد سبز چیست-فولاد پایدار
مطالعه بیشتر: کوپلر چیست؟ کاربرد کوپلر-کوپلر فولادی CK45-ورق CK45-تسمه CK45-گرد CK45
مطالعه بیشتر: pered-احیای مستقیم فولاد به روش pered
بازار داخلی فولاد ضدزنگ با چالشهای جدیدی روبهرو شده است.
مطالعه بیشتر: تسمه استیل 316-فروش تسمه استیل 316-قیمت تسمه استیل 316-استنلس استیل 316
مطالعه بیشتر: لوله a106-فولاد a106-ورق a106-فولاد حرارتی-فولاد کشتی سازی-لوله مانیسمان
صادرات فولاد ساختمانی به کشورهای همسایه رشد قابل توجهی داشته است.
مطالعه بیشتر: فولاد حرارت پذیر-فولاد سیکا-فولاد ck60-فولاد حرارتی-فولاد ck45-فولاد mo40
مطالعه بیشتر: انتقال مواد (material handeling) و توزیع بار کوره، احیاء به روش پرد
مطالعه بیشتر: آلیاژ آهنی-فروش انواع فولاد آلیاژی-میلگرد آلیاژی-فولاد آلیاژی-ferro-فروآلیاژهای آهنی
فناوریهای نوین در تولید فولاد آلیاژی باعث کاهش هزینهها شدهاند.