بررسی فرآیند انعقاد الکتریکی با استفاده از الکترودهای آهن و فولاد ضد زنگ جهت تصفیه فاضلاب خمیر مایه

بررسی فرآیند انعقاد الکتریکی
چکیده
زمینه و هدف: فاضلاب خمیر مایه یکی از انواع فاضلاب های صنایع غذایی می باشد. که حاوی مواد آلاینده آلی و رنگ بالا می باشد. این تحقیق با هدف بررسی فرآیند الکترو کو آگولاسیون (Electrocogagulation). با استفاده از الکترودهای آهن و فولاد ضد زنگ به عنوان روشی کارآمد برای تصفیه تکمیلی فاضلاب خمیر مایه انجام گردید.
روش بررسی: در این مطالعه تجربی که از نوع پایلوت آزمایشگاهی بود. اثر متغیرهای بهره برداری مانند دانسیته جریال الکتریکی (140,120,100,80 آمپر بر مترمربع)، زمان (60,45,30 دقیقه) و جنس الکترود (آهن و فولاد ضد زنگ). بر راندمان حذف اکسیژن مورد نیاز شیمیایی (COD)، کدورت و رنگ در فاضلاب خمیر مایه مورد بررسی قرار گرفتند. و شرایط بهینه بهره برداری برای هر یک از متغیرها با استفاده از روش آماری تاگوچی (Taguchi) تعیین شد.
یافته ها: براساس نتایج، راندمان حذف (COD)، کدورت و رنگ با افزایش دانسیته جریان الکتریکی. و زمان بهره برداری افزایش یافت و راندمان الکترود فولاد ضد زنگ بیشتر از الکترود آهن بود. شرایط بهره بردار بهینه فرآیند الکترو کو آگولاسیون برای تصفیه تکمیلی فاضلاب خمیر مایه در دانسیته جریان الکتریکی 120 آمپر بر متر مربع. و زمان ماند 45 دقیقه و با استفاده از الکترود فولاد ضد زنگ به حاصل گردید. در این شرایط راندمان حذف COD، کدورت و رنگ به ترتیب برابر 40/26,44/98,54/84 درصد بوده. و میزان خوردگی الکترود و انرژی الکتریکی مصرفی به ترتیب 0/086 گرم در لیتر و 3/226 وات در لیتر بود.
بررسی فرآیند انعقاد الکتریکی
نتیجه گیری: با در نظرگیری اولویت های زیست محیطی و اقتصادی. می توان فرآیند الکترو کو آگولاسیون در شرایط بهینه بهره برداری. را به عنوان یک فرآیند تصفیه تکمیلی فاضلاب های با بار آلودگی بالا و رنگ زیاد پیشنهاد نمود.
مقدمه
ترکیبات آلی موجود در فاضلاب صنایع غذایی مسبب مشکلاتی در کارخانجات، تأسیسات تصفیه فاضلاب و محیط می باشند. ملاس فرآورده جانبی تولید قند، عمدتاََ به عنوان ماده خام اولیه در تولید خمیر مایه استفاده می شود. ملاس حاوی 45 تا 50 درصد قندهای پاقیمانده، 15 تا 20 درصد ترکیبات آلی غیر قندی. 10 تا 15 درصد خاکستر (مواد معدنی) و حدود 20 درصد آب می باشد. ملانوئیدین ها پلیمرهای با وزن مولکولی بالا، مسبب رنگ قهوه ای، اکسیژن مورد نیاز شیمیایی. (Chemical Oxygen Demand= COD) باقیمانده و نیتروژن در فاضلاب خمیر مایه هستند. در طول تخمیر خمیرمایه، قندهای موجد در ملاس منبع کربن و انرژی می باشند.
با این حال بخش عمده ای از ترکیبات غیر قندی ملاس توسط خمیر مایه قابل جذب نبوده. و بدون تغییر وارد فاضلاب پردازش شده می شوند. به علاوه مواد شیمیایی افزوده شده طی تخمیر (مثل ضد کف ها، اسیدهای پروپیونیک، آب نمک و…) مواد حاصل از تجزیه خمیر مایه و سلول های خمیر مایه باقیمانده، در فاضلاب وجود دارند. به طور خلاصه مشکلات عمده در تصفیه فاضلاب خمیر مایه، غلظت بالای (Biological Oxygen Demand= BOD). و COD در پساب، رنگ، بو و مقادیر بالایی از لجن اضافی تولیدی در فرآیند تصفیه فاضلاب می باشند. که قبل از تخلیه نیاز به تصفیه دارند. بنابراین تخلیه فاضلاب خمیر مایه با آلودگی آلی و رنگ بالا و بدون تصفیه به محیط زیست. عواقب خطرناک آلودگی منابع خاک و آب را به وجود خواهند آورد.
یکی از روش های مورد کاربرد برای تصفیه فاضلاب های قوی فرآیند الکترو کو آگولاسیون (EC) می باشد. که مزایای آن شامل تجهیزات ساده، بهره برداری آسان، زمان تصفیه کوتاهتر، کاهش استفاده از مواد شیمیایی، تولید لجن کمتر می باشد. به علاوه روشی منطقی و تأثیرگذار برای تصفیه محدوده متنوعی از فاضلاب ها و پساب ها می باشد.
انعقاد پدیده ای است که در آن ذرات باردار در سوسپانسیون کلوئیدی. بوسیله برخورد متقابل با یون های دارای بار مخالف خنثی که دچار فشردگی هستند و به دنبال آن ته نشین می شوند.
فرآیند EC یک فرآیند ترکیبی شامل بسیاری از پدیده های شیمیایی و فیزیکی. با استفاده از الکترودهای مصرفی برای تأمین یون درون جریان فاضلاب می باشد. در یک فرآیند الکترو کو آگولاسیون یون های منعقد کننده در محل تولید می شوند. و این فرآیند شامل سه مرحله پی در پی تشکیل منعقد کننده ها توسط اکسیداسیون الکتریکی الکترود قربانی. ناپایدارسازی آلاینده ها، تعلیق ذرات و شکستن امولسیون ها، تجمع فازهای دارای ناپایداری برای تشکیل لخته ها می باشد.
مکانیسم ناپایدار سازی آلاینده ها در فرآیند الکترو کو آگولاسیون. شامل،فشرده سازی دو لایه از هم جدا در اطراف ذرات باردار توسط فعل و انفعالات یون های تولیدی توسط اکسیداسیون آند قربانی. خنثی سازی بار الکتریکی گونه های یونی موجود در فاضلاب توسط یون هایی با بار مخالف تولیدی. توسط انحلال الکتروشیمیایی آند و تشکیل فلاک که خود باعث ایجاد پتوی لجن می گردد. و ذرات کلوئیدی ای که هنوز در محیط آبی باقی مانده اند را به دام می اندازند.
در محیط های آبی معمول و در شرایط فرآیند Ec، آهن می تواند به دو شکل آهن دو ظرفیتی و آهن سه ظرفیتی حل شود. در صورتی که پتانسیل اکسیداسیون – احیا و شرایط PH مناسب باشد. آهن دو ظرفیتی می تواند بیشتر به آهن سه ظرفیتی اکسید شود. برای دستیابی به سرعت واکنش مناسب بایستی اکسیژن وجود داشته باشد. و pH خنثی یا قلیایی باشد.
از آنجایی که واکنش های الکتروشیمیایی در فرآیند EC در سطح الکترودها رخ می دهد. غلظت محصولات واکنش در سطح الکترود در بالاترین حد بوده و شیب (گرادیان) غلظت از سطح الکترود به سمت حجم محلول وجود دارد. بنابراین PH در مجاورت آند کاهش و بالعکس در سطح کاتد افزایش می یابد. این موضوع منجر به رسوب نمک های معدنی روی سطح الکترود می شود. اگر پتانسیل الکتروشیمیایی در کاتد در سمت راست باشد، کاهش (احیا) الکتروشیمیایی کاتیون های فلزی ممکن است در سطح کاتد رخ دهد.
در واکنشی موازی آب نیز هیدرولیز می شود. و تولید حباب های کوچک از اکسیژن در آند و هیدروژن در کاتد می کند. این حباب ها ذرات لخته شده را جذب کرده و از طریق شناوری طبیعی، آلاینده های لخته شده را به سطح شناور می کنند. واکنش های دیگری مانند تشکیل هیدروژن در کاتد، افزایش PH. به علت تشکیل یون های هیدروکسیل و یا مصرف یون های هیدرونیوم پروتون نیز رخ می دهد.
در پژوهشی که در سال 2008 انجام گرفت، فرآیند الکترو کو آگولاسیون برای تصفیه فاضلاب خمیر مایه مورد استفاده قرار گرفت. در این پژوهش اثر متغیرهای فرآیند از قبیل PH، جنس الکترود (آهن و آلومینیوم). چگالی جریان و زمان بهره برداری بر حسب راندمان حذف ،(Total Organic Carbon) COD ،TOC. کدورت و هزینه بهره برداری مورد مطالعه قرار گرفته و این نتیجه حاصل شد. که حداکثر راندمان حذف COD، TOC و کدورت در شرایط بهره برداری بهینه به ترتیب برابر 90،53،71 درصد می باشد.
در پژوهشی دیگر که در سال 2005 Pala و همکارش از فرآیند اکسیداسیون فنتون برای رنگ زدایی. و حذف آلاینده های غیر قابل تجزیه بیولوژیکی از فاضلاب خمیر مایه استفاده نمودند. و موفق به حذف 99 درصد رنگ، حذف 90 درصد DOC و 88 درصد COD شدند. در سال 2005 راکتور (Upflow Anaerobic Sludge Blanket= USAB) در مقیاس صنعتی به منظور تصفیه بیولوژیکی پساب کارخانه خمیر مایه مورد بررسی قرار گرفت. و راندمان تصفیه COD برابر 60-65 درصد و راندمان تصفیه BOD برابر 95-90 درصد به دست آمد.
در پژوهشی که در سال 2010 انجام شد. کاربرد فرآیند الکتروکوآگولاسیون با استفاده از الکترودهای فولاد ضد زنگ در شرایط بهره برداری بهینه منجر به حذف COD. تا حدود 74 درصد و حذف رنگ تا بیش از 98 درصد می باشد. سعیدی و همکارش در سال 2009 موفق شدند با کاربرد روش انعقاد الکتریکی، COD. پساب خروجی پالایشگاه گازی پارس جنوبی را تا بیش از 95 درصد کاهش دهند.
الکتروکوآگولاسیون به طور موفقیت آمیزی در تصفیه فاضلاب لبنیات سازی. حذف نیترات از آب ها، حذف کدورت از آب و حذف کدورت و فلزات سنگین و غیره به کار گرفته شده است. روش های متعددی برای بهینه سازی پارامترهای مؤثر در فرآیندها وجود دارد. یکی از این این روش ها آزمون تاگوچی می باشد که در سال 1960 توسط دکتر جنچی تاگوچی ابداع گردید.
بررسی فرآیند انعقاد الکتریکی
ابزار کلیدی این روش برای طراحی آزمایشات، طراحی با روش های آماری می باشد. ابزار مورد استفاده تاگوچی جهت تحلیل نتایج حاصل از آزمایشات، روش تحلیل نسبت سیگنال به نویز (SN ratio) می باشد. که عبارتند از نسبت عوامل ثابت عملیاتی به عوامل اغتشاش که غیر قابل کنترل هستند. در روش تاگوچی آزمایشات برای دستیابی به اهداف، تعیین شرایط بهره برداری بهینه. بررسی میزان تأثیر هر یک از پارامترها بر روی پاسخ و برآورد پاسخ تحت شرایط بهینه، تجزیه و تحلیل می گردد.
در مطالعات متعددی که فرآیند الکتروکوآگولاسیون مورد بررسی قرار گرفت. پارامترهایی مانند زمان بهره برداری، چگالی جریان، جنس الکترود و غیره به عنوان متغیر مد نظر قرار گرفت. اما به طور کلی در پژوهش حاضر، طراحی سیستم تصفیه از نظر متغیرهای مورد تعیین. و ویژگی های فاضلاب مورد آزمایش با سایر مقالات متفاوت می باشد. برای مثال فاضلاب مورد استفاده در این تحقیق دارای آلودگی آلی و رنگ بالا بود.
بررسی فرآیند انعقاد الکتریکی
بنابراین هدف مطالعه حاضر تمرکز بر کاربرد فرآیند الکتروکوآگولاسیون به منظور تصفیه فاضلاب خمیر مایه با غلظت COD و رنگ بالا. و تعیین اثر پارامترهای بهره برداری عمده مانند زمان بهره برداری. چگالی جریان و جنس الکترود (آهن و فولاد ضد زنگ) بر میزان کاهش COD، رنگ کدورت می باشد.
روش بررسی
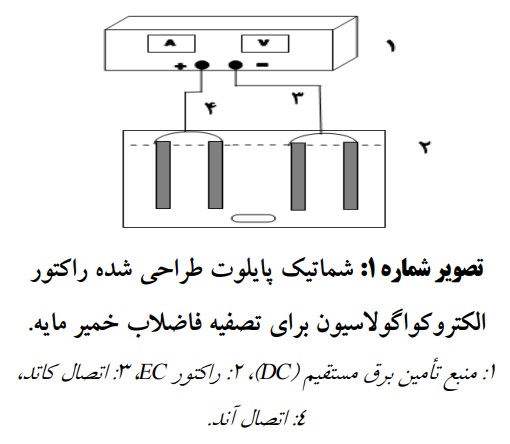
این تحقیق تجربی در مقیاس آزمایشگاهی و به صورت ناپیوسته انجام شد. در این پژوهش، اثر پارامترهایی چون جنس الکترود، زمان ماند و دانسیته جریان الکتریکی بر میزان تصفیه فاضلاب مورد ارزیابی قرار گرفت. راکتور استفاده شده در این طرح از جنس اپوکسی گلاس به حجم مفید 1250 سانتی متر مکعب بود.
فاضلاب خمیر مایه مورد بررسی در این پژوهش از شرکت خمیر مایه پاک مایه کرمانشاه دریافت شد. میزان تولید این کارخانه در سال 4500 تن خمیز مایه و میزان فاضلاب تولیدی آن 350 الی 400 متر مکعب در روز می باشد.
نمونه فاضلاب خمیرمایه به صورت مرکب و از دو سپراتور جمع آوری گردید و به آزمایشگاه انتقال یافت. برای شروع آزمایش ابتدا میزان 1/25 لیتر نمونه در راکتور ریخته شد و سپس الکترودها به صورت موازی با هم. و با فاصله 3 سانتی متر از هم و 2 سانتی متر از کف راکتور و به صورت دو قطبی مورد بهره برداری قرار گرفتند.
در این فرآیند جریان مثبت و منفی به طور مساوی بین دو الکترودهای کاتد و آند پخش می شود. و بنابراین در این حالت میزان مصرف انرژی و نیز خوردگی الکترودها به میزان قابل ملاحظه ای کاهش می یابد. مشخصات الکترودها مورد استفاده در این مطالعه شامل: جنس آند و کاتد از آهن و فولاد ضد زنگ، شکل مستطیلی ، اندازه
70*80 میلیمتر، ضخامت یک میلیمتر و سطح موثر 49 سانتی متر مربع. و مشخصات راکتور مورد استفاده شامل: حالت ناپیوسته، ابعاد 150*10*150 میلیمتر (طول، عرض، ارتفاع) و میزان اختلاف 300 دور در دقیقه بودو. به منظور اختلاف محتویات فاضلاب و ایجاد مخلوطی یکنواخت در این فرآیند، از یک مگنت الکتریکی استفاده شد. برای تأمین انرژی الکتریکی مورد نیاز فرآیند، از یک دستگاه تأمین کننده جریان مستقیم (مدل MPS-6005L-2 Matrix) استفاده شد.
بعد از برقراری جریان الکتریکی که با تغییر آمپر روی صفحه دیجیتالی مشخص می شود. براساس متغیرهای تعریفی یعنی، زمان، شدت جریان، جنس الکترود، به نمونه و الکترود فرصت واکنش دادند. پس از سنجش PH، نمونه های مورد نیاز برای تعیین اثر پارامترهای مختلف. در زمان های 15،30،45 و 60 دقیقه و دانسیته های جریان 80،100،120 و 140 آمپر بر متر مربع برداشت شدند. و پس از فیلتراسیون با کاغذ صافی واتمن با مش 0/45 میکرومتر و ترقیق، راندمان فرآیند الکتروکوآگولاسیون در تصفیه فاضلاب خمیرمایه مورد ارزیابی قرار گرفت.
بررسی فرآیند انعقاد الکتریکی
به منظور شستشو و تعیین میزان خوردگی الکترودها ابتدا الکترودها در محلول اسید کلریدریک 2 درصد قرار می گیرد. و پس از آبکشی با استفاده از فور خشک و سپس توزین شدند.
در این تحقیق، آزمایش PH با استفاده از pH متر مدل pH lab-metrohm-827. آزمایش COD مطابق روش 5220C و با استفاده از راکتور هضم مدل DRB 200 HACH، آزمایش رنگ مطابق روش شماره 8027. و آزمایش کدورت مطابق روش شماره 8237 با استفاده از دستگاه DR2000 انجام گرفت. کلیه آزمایشات بر اساس کتاب روش های استاندارد آزمایشات آب و فاضلاب انجام شد.
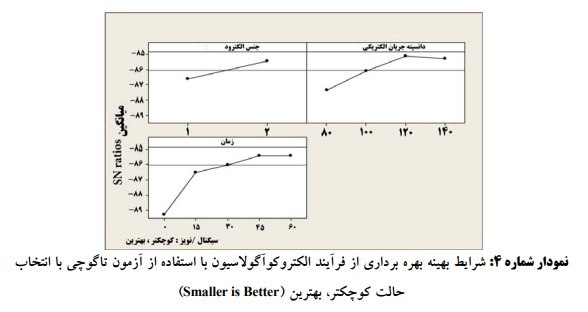
به منظور تعیین شرایط بهینه فرآیند الکتروکوآگولاسیون (شامل جنس الکترود. زمان ماند و دانسیته جریان الکتریکی) با استفاده از آزمون تاگوچی نمودار شرایط بهینه بهره برداری با انتخاب حالت کوچکتر. بهترین (Smaller is Better) با استفاده از فرمول رسم شد.
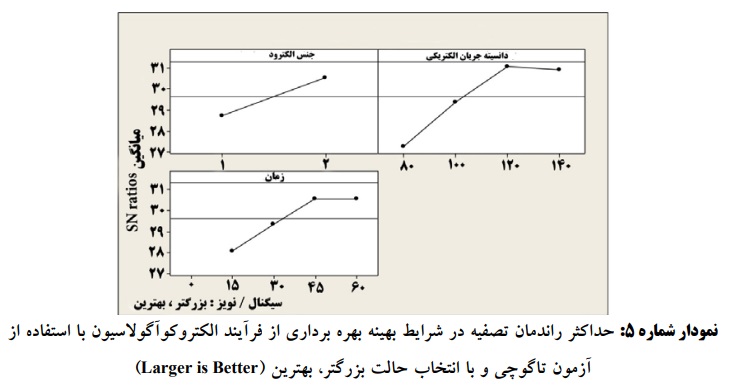
نمودار حداکثر راندمان تصفیه با استفاده از آزمون تاگوچی و با انتخاب حالت بزرگتر، بهترین (Larger is Better). با استفاده از فرمول برای بدست آوردن حداکثر راندمان حذف COD. کدورت و رنگ در شرایط بهینه رسم شد که در آن yn جواب آزمایش و n تعداد راه اندازی های تجربی می باشد.
هزینه کل بهره برداری از فرآیند الکتروکوآگولاسیون جهت تصفیه هر متر مکعب فاضلاب خمیر مایه با در نظر گرفتن قیمت هر گرم آهن 220 ریال. قیمت هر گرم فولاد ضد زنگ 610 ریال در هر کیلو وات ساعت برق تجاری 1100 ریال محاسبه گردید.
نتایج حاصل از این تحقیق با استفاده از نرم افزار Excel و نیز آزمون تاگوچی در محیط Minitab15 مورد آنالیز قرار گرفتند.
یافته ها:
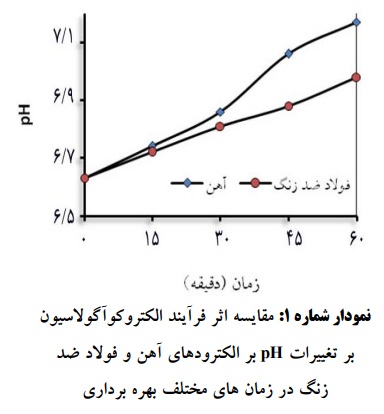
کیفیت فاضلاب استفاده شده در این تحقیق با استفاده از آزمایشات صورت گرفته در آزمایشگاه مشخص شد. بر اساس نتایج، کل مواد جامد (TS) 47556mg/1. کل مواد جامد معلق (TSS) 43907mg/1 و 93017EC میکرو موس بر سانتی متر. 6/63PH و 3100mg/1COD، رنگ 38900TCU و کدورت 7700NTU می باشد.
pH فاضلاب خام خمیر مایه 6/63 بود. فرآیند الکتروکوآگولاسیون منجر به افزایش pH شد. و هنگام استفاده از الکترود آهن افزایش pH بیشتر از الکترود فولاد ضد زنگ به دست آمد (نمودار شماره 1).
روند تغییرات حذف COD، کدورت و رنگ در دانسیته های مختلف جریان الکتریکی برای الکترودهای آهن و فولاد ضد زنگ نشان می دهد. راندمان کلی تصفیه فاضلاب خمیر مایه با افزایش دانسیته جریان الکتریکی افزایش می یابد. افزایش دانسیته جریان الکتریکی در محدوده 80 تا 120 آمپر بر متر مربع باعث افزایش راندمان تصفیه فاضلاب خمیر مایه می شود. اما دانسیته جریان الکتریکی بیشتر از 120 آمپر بر متر مربع راندمان بیشتری ایجاد نمی کند.
هنگام استفاده از الکترود آهن راندمان حذف COD. کدورت و رنگ در دانسیته جریان الکتریکی 120 به ترتیب برابر 11/94 و 33/35 و 29/34 درصد. و در دانسیته جریان 140 به ترتیب برابر 27/8,35,33/87 درصد بود. و هنگام استفاده از الکترود فولاد ضد زنگ راندمان حذف COD. کدورت و رنگ در دانسیته جریان الکتریکی 120 آمپر بر متر مربع به ترتیب 34/57,34/53,47/15 درصد. و در دانسیته جریان 140 آمپر بر مترمربع به ترتیب 37/53,34/51,09/22 درصد می باشد.

روند تغییرات حذف COD، کدورت و رنگ در زمان های مختلف برای الکترودهای آهن و فولاد ضد زنگ نشان می دهد. راندمان کلی تصفیه فاضلاب خمیر مایه با افزایش زمان بهره برداری افزایش می یابد. با افزایش زمان بهره برداری از 0 تا 45 دقیقه راندمان حذف COD، کدورت و رنگ افزایش می یابد. اما زمان ماند بیشتر از 45 دقیقه راندمان بیشتری ایجاد نمی کند.
بر این اساس، هنگام استفاده از الکترود آهن، راندمان حذف COD. کدورت و رنگ برای زمان 45 دقیقه برابر 26/56,30/33,19/53 درصد. و برای زمان بهره برداری 60 دقیقه برابر 26/73,30/34,84/12 درصد و هنگام استفاده از الکترود فولاد ضد زنگ راندمان حذف COD. کدورت و رنگ برای زمان 45 دقیقه برابر 38/26,35/47,39/17 درصد و برای زمان بهره برداری 60 دقیقه برابر 38/07,34/46,14/73 درصد بود (نمودار شماره 3).

بر اساس نمودار شرایط بهینه بهره برداری از فرآیند الکتروکوآگولاسیون با استفاده از آزمون تاگوچی با انتخاب حالت کوچکتر. بهترین (Smaller is Better) و نمودار حداکثر راندمان تصفیه در شرایط بهیه بهره برداری با استفاده از آزمون تاگوچی. و با انتخاب حالت بزرگتر، بهترین (Larger is Better)، نتیجه گیری می شود که کارآیی الکترود فولاد ضد زنگ. در تصفیه فاضلاب خمیر مایه و حذف متغیرهای وابسته (COD، کدورت و رنگ) بیشتر از الکترود آهن می باشد. همچنین، شرایط بهینه فرآیند الکتروکوآگولاسیون شامل الکترود فولاد ضد زنگ. زمان ماند 45 دقیقه و دانسیته جریان الکتریکی 120 آمپر بر مترمربع به دست آمد (نمودار شماره 4،5).
بررسی فرآیند انعقاد الکتریکی
در مقایسه تغییرات انرژی الکتریکی مصرفی در دانسیته جریان های الکتریکی مختلف برای دو الکترود آهن و فولاد ضد زنگ در فرآیند الکتروکوآگولاسیون مشاهد شد. افزایش دانسیته جریان الکترکی با افزایش انرژی الکتریکی مصرفی همراه باشد. در شرایط بهینه فرآیند میزان برق مصرفی هنگام استفاده از الکترود آهن 2/407 وات در لیتر فاضلاب. و هنگام استفاده از الکترود فولاد ضد زنگ 3/226 وات در لیتر فاضلاب می باشد (نمودار شماره 6).
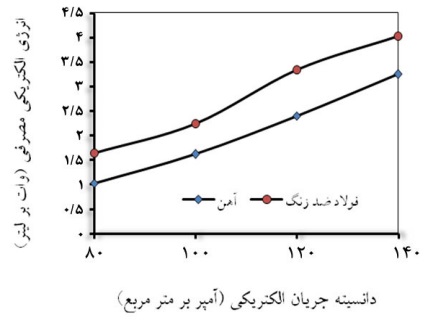
نمودار شماره 6: مقایسه تغییرات انرژی الکتریکی مصرفی در دانسیته جریان های الکتریکی مختلف برای دو الکترود آهن و فولاد ضد زنگ در فرآیند الکتروکوآگولاسیون
بررسی تغییرات میزان خوردگی الکترود آهن و فولاد ضد زنگ را در دانسیته جریان های الکتریکی مختلف. در فرآیند الکتروکوآگولاسیون نشان داد. افزایش دانسیته جریان الکتریکی با افزایش میزان خوردگی الکترود همراه می باشد. در شرایط بهینه فرآیند میزان خوردگی الکترود آهن 0/246 گرم در لیتر. و میزان خوردگی الکترود فولاد ضد زنگ میزان خوردگی 0/086 گرم در لیتر می باشد (نمودار شماره 7).
بررسی فرآیند انعقاد الکتریکی
لازم به ذکر است که در کار با الکترود فولاد ضد زنگ انرژی الکتریکی مصرفی کمی بیشتر از الکترود آهن بود. در عوض الکترود فولاد ضد زنگ خوردگی کمتری نسبت به الکترود آهن داشت. همچنین به منظور کاهش میزان خوردگی الکترود. هنگام کار با دستگاه تأمین کننده جریان الکتریکی جای کاتد و آند هر 15 دقیقه یک بار به ترتیب تعویض می گردید.
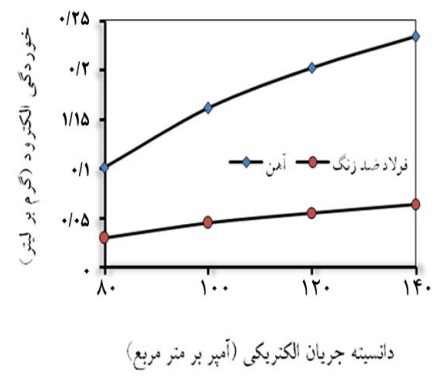
نمودار شماره 7: بررسی تغییرات میزان خوردگی الکترود آهن و فولاد ضد زنگ را در دانسیته جریان های الکتریکی مختلف در فرآیند الکترو کو آگولاسیون
براساس نتایج به دست آمده و آنالیز تاگوچی نتیجه گیری می شود. که پارامتر زمان بهره برداری در رتبه اول با دلتاری برابر 3/85 بیشترین سهم را بر راندمان تصفیه داشته. و پارامترهای دانسیته جریان الکتریکی و جنس الکترود با دلتای برابر 1/18,2/24 در رتبه دوم و سوم بر راندمان تصفیه مؤثر می باشند.
بررسی فرآیند انعقاد الکتریکی
نتایج آزمون آنالیز واریانس یک طرفه (ANOVA) در آزمون تاگوچی نشان می دهد که هر 3 عامل جنس الکترود، دانسیته جریان الکتریکی و زمان بهره برداری بر راندمان حذف COD، کدورت و رنگ تأثیر معنی دار دارند (P<0/001).
هزینه کل بهره برداری از فرآیند الکتروکوآگولاسیون جهت تصفیه هر متر مکعب فاضلاب خمیر مایه. با در نظرگیری قیمت هر گرم آهن 220 ریال، قیمت هر گرم فولاد ضد زنگ. 610 ریال و هر کیلو وات ساعت برق تجاری 1100 ریال محاسبه گردید. در کل هزینه تصفیه هر مترمکعب فاضلاب خمیرمایه با استفاده از فرآیند الکتروکوآگولاسیون در شرایط بهینه 89620 ریال حاصل گردید. و با توجه به این که هزینه کل بهره برداری از فرآیند الکتروکوآگولاسیون. هنگام استفاده از الکترود فولاد ضد زنگ کمتر از الکترود آهن می باشد. می توان الکترود فولاد ضد زنگ را به عنوان جنس الکترود بهینه انتخاب نمود نمودار شماره 8).
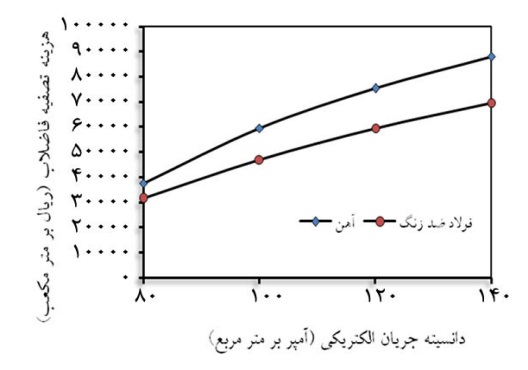
نمودار شماره 8: مقایسه تغییرات هزینه تصفیه فاضلاب خمیر مایه در دانسیته جریان های الکتریکی مختلف. برای دو الکترود آهن و فولاد ضد زنگ در فرآیند الکتروکوآگولاسیون.
بحث:
براساس نتایج این مطالعه، راندمان کلی تصفیه فاضلاب خمیرمایه با افزایش دانسیته جریان افزایش می یابد. و درصد حذف COD، کدورت و رنگ از فاضلاب در دانسیته جریان الکتریکی 120 آمپر بر متر مربع. کمی بیشتر از درصد حذف CODف کدورت رنگ در دانسیته حریان الکتریکی 140 آمپر بر مترمربع حاصل گردید.
بررسی فرآیند انعقاد الکتریکی
در برخی تحقیقات مانند کاهش COD پساب پالایشگاه گازی پارس جنوبی. با استفاده از فرآیند EC توسط محسن سعیدی، حذف رنگ از محیط های آبی به وسیله فرآیند EC توسط SenthiKumar و همکاران. حذف کادمیوم از پساب های صنعتی به وسیله فرآیند EC توسط بذر افشان و همکاران. و حذف آرسنیک از آب به وسیله فرآیند EC توسط Ratna Kumar و همکاران، مشخص گردید. که دانسیته جریان الکتریکی بیشتر باعث حذف بیشتر COD، رنگ و آلاینده های مورد بررسی می گردد (4،14،25،26).
بنابراین به دلیل این که راندمان تصفیه در دانسیته جریان الکتریکی 120 آمپر بر مترمربع. کمی بیشتر از دانسیته جریان 140 آمپر بر متر مربع می باشد. به منظور صرفه جویی در مصرف انرژی الکتریکی دانسیته جریان الکتریکی 120 آمپر بر متر مربع. به عنوان دانسیته جریان الکتریکی بهینه در فرآیند الکتروکوآگولاسیون انتخاب شد.
بررسی فرآیند انعقاد الکتریکی
در ماطلعه، راندمان کلی تصفیه فاضلاب خمیرمایه با افزایش زمان بهره برداری افزایش می یابد. بنابراین با توجه به نزدیکی راندمان های حذف و عدم افزایش قابل توجه راندمان در زمان بیشتر از 45 دقیقه. میتوان برای صرفه جویی در زمان و انرژی الکتریکی مصرفی زمان 45 دقیقه را به عنوان زمان ماند بهینه انتخاب نمود. نتیجه مورد حاصل در ارتباط با اثر زمان بهره برداری در دانسیته جریان الکتریکی با نتیجه پژوهش آرش دالوند و همکارانش. که افزایش زمان واکنش با افزایش راندمان تصفیه و افزایش مصرف انرژی همراه است مطابقت دارد (27).
از یافته های این مطالعه نتیجه گیری می شود که کارآیی الکترود فولاد ضد زنگ. در تصفیه فاضلاب خمیر مایه و حذف متغیرهای وابسته (COD،کدورت و رنگ) بیشتر از الکترود آهن می باشد. این نتیجه، یافت های Kobya و همکارش که به علت تداخلات حاصل از آهن محلول. الکترود فولاد ضد زنگ برای حذف رنگ کارآمدتر از الکترود آهن می باشد را تصدیق می نماید (2).
بررسی فرآیند انعقاد الکتریکی
همانطور که قبلاً نیز ذکر شد، آزمون تاگوچی با در نظرگیری کلیه متغیرهای مستقل و وابسته شرایط بهینه آزمایش را مشخص می کند. (نمودار4،5). این شرایط شامل جنس بهینه الکترود فولاد ضد زنگ، دانسیته جریان الکتریکی 120 آمپر بر متر مربع و زمان ماند 45 دقیقه می باشد. که نتایج مورد حاصل از سایر نمودارها را نیز تأیید می کند.
مهمترین پارامترهای تأثیرگذار بر هزینه های بهره برداری از فرآیند الکتروکوآگولاسیون شامل هزینه انرژی الکتریکی مصرفی و خوردگی الکترود در اثر انحلال الکتریکی می باشد. نتایج نشان داد که این دو پارامتر با افزایش زمان بهره برداری و دانسیته جریان الکتریکی افزایش می یابد. لازم به ذکر است که در کار با الکترود فولاد ضد زنگ انرژی الکتریکی مصرفی. کمی بیشتر از الکترود آهن بود در عوض الکترود فولاد ضد زنگ خوردگی کمتری نسبت به الکترود آهن داشت.
با توجه به این که هزینه هر گرم آهن 220 ریال، هر گرم فولاد ضد زنگ 610 ریال. و هزینه برق مصرفی تجاری 1100 ریال به ازای هر کیلو وات ساعت می باشد. و هزینه بهره برداری از فرآیند الکتروکوآگولاسیون در شرایط بهره برداری بهینه جهت تصفیه هر متر مکعب فاضلاب خمیرمایه 89620 ریال می باشد.
بر اساس نتایج مورد حاصل و آنالیز تاگوچی نتیجه گیری می شود. که پارامتر زمان بهره برداری در رتبه اول با دلتای برابر 3/85 بیشترین سهم را بر راندمان تصفیه داشته. و پارامترهای دانسیته جریان الکتریکی و جنس الکترود با دلتای برابر 2/24 و 1/18 در رتبه دوم و سوم بر راندمان تصفیه مؤثر می باشند.
نتیجه گیری:
از یافت های این مطالعه می توان نتیجه گرفت که شرایط بهینه فرآیند الکتروکوآگولاسیون شامل جنس بهینه الکترود فولاد ضد زنگ. دانسیته جریان الکتریکی 120 آمپر بر مترمربع و زمان ماند 45 دقیقه می باشد. لازم به ذکر است که در شرایط بهینه فرآیند میزان خوردگی 0/086 گرم در لیتر. و میزان برق مصرفی 3/226 وات در لیتر فاضلاب و هزینه بهره برداری کل 89620 ریال به ازای هر متر مکعب فاضلاب می باشد. با توجه به نتایج یافت شده و در نظر گرفتن اولویت های زیستی محیطی و اقتصادی. می توان این فرآیند را به عنوان فرآیند تصفیه تکمیلی فاضلاب های با بار آلودگی بالا و فاضلاب های حاوی رنگ زیاد پیشنهاد کرد.
بررسی فرآیند انعقاد الکتریکی
محسن اربابی، سمانه شفیعی، مرتضی سدهی، ابراهیم مظاهری شورابی
گروه مهندسی بهداشت محیط، دانشگاه علوم پزشکی شهرکرد، ایران، کمیته تحقیقات دانشجویی. گروه مهندسی بهداشت محیط، دانشگاه علوم پزشکی شهرکرد، ایران، گروه اپیدمیولوژی و آمار زیستی، دانشگاه علوم پزشکی شهرکرد
فروش انواع استیل-فولاد نسوز -فولاد دریایی-فولاد ساختمانی-فولاد آلیاژی (استیل دی) ((ارتباط سریع با واحد فروش 02166396590- 09922704358))برای پیدا کردن مکان فعالیت استیل دی بر روی کلمه (نقشه) کلید نمایید
استیل دی –Steel day
02166396590– 09922704358
آدرس دفتر مرکزی: تهران – جاده قدیم کرج – بعد از کارخانه شیرپاستوریزه – فتح سیزدهم – مجتمع پایتخت- واحد C9
ارتباط با ما در شبکه های اجتماعی (با کلیک بر روی لینک های زیر به ما بپیوندید)
https://t.me/steel_day تلگرام
https://www.instagram.com/steel_day.ir اینستاگرام
https://twitter.com/MDlakan توییتر
مطالعه بیشتر: استیل 310s-ورق استیل 310s – میلگرد استیل 310s-لوله استیل 310s -فولاد 4845
مطالعه بیشتر: استیل 301- ورق استیل 301- استیل فنری 301- فروش انواع استیل در مقاطع مختلف
مطالعه بیشتر: تسمه فنر-قیمت تسمه فنر-فروش تسمه فنری-انواع تسمه فنر-قیمت تسمه فولادی-تسمه فولادی
بازار فولاد ابزار در ماههای اخیر با تحولات چشمگیری مواجه شده است.
مطالعه بیشتر: هستلوی-هست لوی-مشخصات فنی انواع آلیاژ هستلوی-آلیاژ هستلوی-سوپر آلیاژ-ضد اسید-ضد خوردگی
مطالعه بیشتر: فولاد 1248-میلگرد 1248-تسمه 1248-فولاد فنر 1248-فولاد ck75-فولاد 1078
مطالعه بیشتر: ورق اسید شویی-فروش ورق فولادی-ورق نورد گرم-ورق نورد سرد-ورق ساختمانی
بازار فولاد فنر در ماههای اخیر با تحولات چشمگیری مواجه شده است.
مطالعه بیشتر: فرآیندهای کنورتور اکسیژنی قلیایی دمش از بالا
مطالعه بیشتر: فولاد a515-ورق a515-فروش ورق a515-قیمت ورق a515-فولاد بویلرسازی
مطالعه بیشتر: لوله مانیسمان-فروش لوله مانیسمان-قیمت لوله مانیسمان-لوله بدون درز-لوله آتشخوار
مطالعه بیشتر: ورق استیل 310-قیمت ورق استیل 310-استنلس استیل 310-فروش ورق استیل 310
تقاضا برای فولاد ضدزنگ در صنایع مختلف رو به افزایش است.