فولاد 1.2713 از فولادهای با اهداف تولیدی خاص می باشد و جزء فولادهای ابزار گرمکار کم آلیاژ قرار می گیرد.عناصر کروم مولیبدن و نیکل موجود در این فولاد ترکیبی بهینه از تافنس و سختی پذیری را پدید می آورند.Hot work tool steels

فولاد ابزاری 2713 فولادی همه کاره است. این فولاد در دستۀ عمومی فولادهای در روغن سرد شده قرار می گیرد. فولاد ابزاری که به علت خواصش مناسب جهت استفاده در انواع ابزارآلات، قالب ها و اجزای ماشین آلات که در آنها ترکیبی بهینه از سختی و تافنس مورد نیاز است، می باشد.
مقدار نیکل در این آلیاژ نسبتاً بالاست که این موجب بالاتر بودن مقاومت ضربه ای در این آلیاژ نسبت به سایر آلیاژهای در روغن خنک شده، می گردد.
خصوصیات فیزیکی فولاد 2713: (مقدار متوسط در دمای اتاق)
- مدول الاستیسیته : [103 x N/mm2 ]:207
- چگالی : [g/cm3 ] 7.86
- رسانایی گرمایی : [W/m.K] 34.5
آنیل کاری نرم فولاد گرمکار 2713
تا دمای 670-700 درجه سانتی گراد حرارت می دهیم. به آهستگی در کوره خنک می کنیم. این پروسه میزان سختی به میزان 250 برینل را ایجاد می کند.
تنش زدایی فولاد 2713
تنش زدایی به منظور حذف تنش های ناشی از ماشینکاری، بایستی بوسیله گرم کردن تا دمای 650 درجه سانتی گراد. و نگه داشتن به مدت یک یا دو ساعت در آن دما و سپس خنک کردن در هوا، انجام گیرد. این عملیات به منظور کاهش اعوجاج ناشی از عملیات حرارتی نیز قابل انجام می باشد.
سخت سازی فولاد ابزار 2713
سخت سازی در دمای 830-870 درجه سانتی گراد انجام می گیرد و سپس در روغن خنک می گردد. سختی پس از این پروسه به میزان 57-61 راکول سی می رسد.
تمپر کردن
دمای تمپر کردن این فولاد در محدودۀ 400 تا 700 درجه سانتی گراد است.
آهنگری (فورجینگ)
دمای آهنگری داغ در محدودۀ 850-1050 درجه سانتی گراد است.
قابلیت ماشین کاری فولاد ابزار گرمکار 2713
قابلیت ماشین کاری فولاد 2713 بسیار خوب است و میتوان گفت که. نسبت به میزان 90 درصد فولادهای کم آلیاژ گروه w را که در آب خنک شده اند. و به عنوان مبنا در نظر گرفته می شوند را داراست.
تبات ابعادی
در اثر خنک کردن این فولاد، خصوصیات سایر فولادهای در روغن خنک شونده مشاهده نمی شود. وقتی که شرایط خنک کردن در روغن به درستی برقرار باشند، انبساطی با میزان 0.0381(mm/mm) و یا 0.0015 (in/in) مورد انتظار است.
عملیات برودتی
که عملیات تبریدی می تواند باعث بهبود خاصیت ثبات و پایداری ابعادی در استفاده های طولانی مدت از طریق تبدیل آستنیت باقی مانده، شود. عملیات برودتی برای به حداقل رساندن ریسک ترک خوردگی، بایستی پس از حداقل یک مرحله تمپر کردن انجام گیرد. و همیشه باید پس از آن نیز مجدد تمپرینگ انجام شود.
مقاومت به خوردگی
مانند اغلب فولادهای آلیاژی فولاد 2713 نیز مقاومت به خوردگی ندارد و در صورت عدم محافظت دچار خوردگی و پوسیدگی می گردد.
جوشکاری
این فولاد یک آلیاژ قابل جوش با روشهای معمول است.
کاربردهای رایج فولاد 2713
- معمولاً در کاربردهای ابزارآلات ماشینی مورد استفاده قرار می گیرد. همچنین یاتاقان ها
- فنرها
- غلطک ها یا قطعات ماندرل
- قالب های پلاستیک
- قالب های آهنگری و فورجینگ
- استمپ ها و مهرها
- نگه دارنده های قالب
- سوراخ کننده ها
- قالب های سکه زنی
- ابزارآلات شکل دهی سرد
- پانچ ها و قالب هاچ
کاربرد: جهت قالب های چکش آهنگری خودکار با مقاومت اتصال 1830-1370 نیوتن بر متر مربع، اکستروژن فلزات، قالب های فورج
(Tool Steel) به دسته ای از فولادهای کربنی. و آلیاژی بیان می شود که برای ساخت ابزار و قالب مناسب هستند. این خواص شامل سختی بالا، مقاومت به سایش. مقاومت به تغییر شکل و دفورمه شدن و قابلیت حفظ لبه برش دهنده در دماهای بالا است. به همین دلیل فولادهای ابزاری برای شکل دهی به سایر مواد مناسب هستند.
فولاد های ابزاری معمولاً در کوره های قوس الکتریکی و تحت شرایط و الزامات ویژه فولادهای ابزاری ذوب می شوند. فولادهای ابزاری در حقیقت فولادهایی هستند که اقبلیت سخت کاری و تمپرینگ دارند. درصد بالای عناصر آلیاژی و میکروساختار مناسب کاربردهای طاقت فرسا و شدید، باعث آن شد که تولید این فولادها دشوار باشد.
خواص اصلی فولاد ابزار شامل مقاومت به سایش، سختی بالا. و قابلیت حفظ شکل و در دماهای فوق العاده بالا باعث استفاده از آن در ساخت ابزارهایی مانند مته. برقو، کارتها، قالب های فورجینگ و قالب های تزریق پلاستیک میشود.
بازار فولاد ابزار در سال 2017 بیش از 4.5 میلیارد دلار ارزش داشت. و انتظار می رود تا سال 2024 صنعت به بیش از 2.5 تن فولاد ابزار نیاز داشته باشد. بزرگترین شرکت های تولید کنند فولاد ابزاری در جهان عبارتند از.ناچی -فوجیکوشی، هیتاچی متالز، وست آلپاین، ساموئل سان اند کو، ارامت، تیانگونگ اینترنشنال، شرکت فولاد پنسیلوانیا، کی او اسپشال استیل.
طبقه بندی فولادهای ابزاری
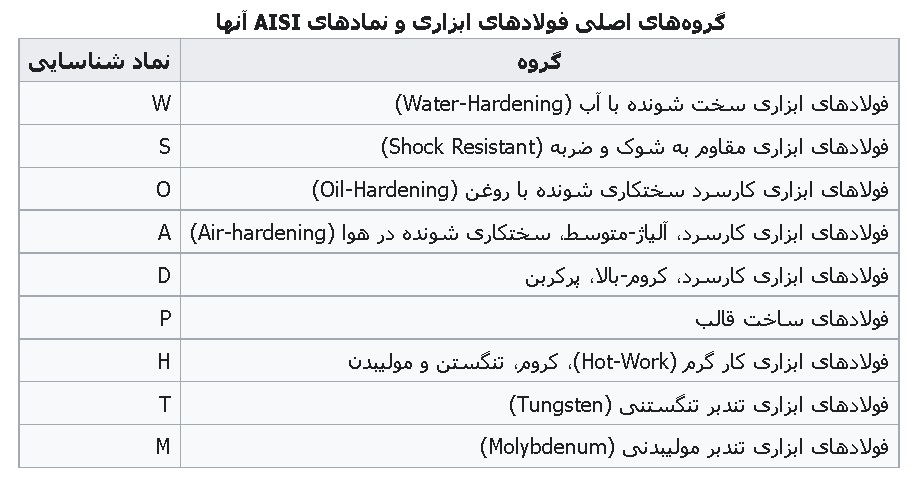
تعداد بسیار زیادی از فولادهای ابزار به طور مؤثری توسط مؤسسه آهن و فولاد آمریکا (AISI) دارای رده بندی است. که توسط کشورهای بسیاری مقبول است و استفاده می شود. سیستم طبقه بندی AISI فولادهای ابزار را بر اساس مشخصه برجسته آنها مانند آلیاژ. کاربرد یا عملیات حرارتی آنها به گروه های مختلفی تقسیم بندی می مکند.
ریزساختار سختکاری شده یک فولاد ابزاری متداول. شامل زمینه ای ار مارتنزیت که تمپر میشود حاوی پراکندگی های مختلفی از آهن و کاربیدهای آلیاژی است. وجود درصد بالایی از کربن یا عنصر آلیاژی در این فولادها. امکان سخت کاری یا تشکیل مارتنزیت در هنگام خنک کاری را فراهم کرده است. هر چه درصد کربن با عناصر آلیاژی در مارتنزیت در حالت فوق اشباع بیشتر باشد. که از آستنیت مادر به ارث می برد.
درصد کاربیدهای شکل گرفته در حین تمپرینگ بیشتر خواهد بود. هرچه درصد عناصر تشکیل دهنده کاربیدهای قوی بیشتر باشد. چگالی کاربیدهای پایدار در آستنیت در هنگام کار در حالت گرم و آستنیتی کردن بیشتر خواهد بود. این کاربیدها علاوه بر آنهایی که در حین تمپرینگ در مارتنزیت شکل می یابند. به عنوان اجزایی از میکروساختار باقی خواهند ماند. هرچه درصد کربن مارتنزیت و چگالی کاربیدها بیشتر باشد مقاومت به سایش فولاد افزایش خواهد یافت. اما از طرفی چقرمگی آن کاهش می یابد.
گروه سختکاری شونده با آب : گروه W
فولاد های ابزاری سختکاری شونده در آب کمترین میزان عناصر آلیاژی را در میان فولادهای ابزاری دارند. و اساساً این فولادها، فولادهای کربنی هستند. به همین دلیل قابلیت سختکاری آنها پایین بوده و برای تشکیل مارتنزیت باید آنها را در آب کوئنچ کرد. حتی با وجود کوئنچ کردن در آب ممکن است فقط سطح فولاد سختکاری شود. با این حال درصد بالای کربن در فولادهای ابزاری سختکاری شونده در آب این اطمینان را می دهند. که در هرجایی که مارتنزیت شکل بگیرد، سختی بالایی وجود خواهد داشت. به دلیل درصد پایین عناصر آلیاژی در فولادهای ابزاری سخت شونده در آب. عملیات حرارتی فقط کاربیدهای آهن شکل خواهند گرفت.
این فولادها توسط آب سختکاری می شوند. و به همین دلیل فولادهای ابزاری که قابلیت سختکاری دارند با آب نام گذاری میشوند. فولادهای گرید -W در حقیقت فولادهای کربن -بالای ساده هستند. این گروه از فولادهای ابزاری به دلیل قیمت پایین تر آنها. نسبت به سایر فولادهای ابزاری پر کاربردترین فولادهای ابزاری هستند. این فولادها برای کاربردهایی که در دمای بالا وجود ندارد مناسب است. در دماهای بالای 150 درجه سلسیوس این فولادها خاصیت سختی خود را به شدت از دست می دهند. از آنجایی که این فولادها پس از عملیات حرارتی خیلی بیشتر از فولادهای سختکاری شونده در هوا یا روغن. تاب برداشته یا ترک می خورند. امروزه نسبت به قرن 19 و 20 خیلی کمتر از آنها استفاده می شود.
گروه کار سرد
گروه سختکاری شونده با روغن (Oil Hardening): سری O
فولادهای ابزاری کار -سرد سختکاری شونده در روغن با هدف تولید فولادهایی با مقاومت به سایش بسیار بالا. در شرایط کار در حالت سرد توسعه یافتند. سختی بالا توسط مارتنزیت کربن – بالای تمپر شده در دمای پایین، برای تولید کاربیدهای پراکنده بسیار ریز، ایجاد می شود. به دلیل وجود درصد بالای کربن و عناصر آلیاژی، قابلیت سخت کاری تا عمق زیادی از قطعه. توسط کوئنچ کردن در روغن وجود دارد. گرید O7 حاوی درصد بسیار بالایی از کربن و درصد زیادی عناصر آلیاژی است. که باعث بهبود تشکیل گرافیت می شود. و این امر سبب افزایش قابلیت ماشینکاری و عمر قالب می شود.
این سری شامل گریدهای O1 و O2 و O6 و O7 می باشد. فولادهای این گروه همگی در دمای 800 درجه سانتی گراد سختکاری و داخل روغن کوئنچ شده. و در دمای زیر 200 درجه سانتیگراد برگشت (Tempering) داده می شوند.
گروه سختکاری شونده در هوا (Air Hardening): سری A
فولادهای ابزاری آلیاژ – متوسط، کار – سرد در شرایط کار در حالت سرد مقاومت به سایش بالایی دارند. گریدهای مختلف این فولادها، به دلیل دامنه مختلفی از درصد کربن و عناصر آلیاژی. ترکیب های مختلفی از چقرمگی و سختی ارائه می دهند. مشابه فولادهای سخت شونده در روغن. مقاومت در برابر سایش توسط مارتنزیت پر – کربن و کاربیدهای ریز پراکنده فراهم می شود. با این حال درصد عناصر آلیاژی به اندازه ای زیاد است. که امکان تشکیل مارتنزیت در هنگام خنک شدن در هوا نیز وجود دارد. و در نتیجه این فولادها در هوا نیز سختکاری می شوند. خنک کاری نسبتاً آهسته این فولادها در هوا باعث به حداقل رسیدن اعوجاج. و تاب برداشتن قطعه و پایداری ابعادی خوب آنها در هنگام عملیات حرارتی می شود. این گروه از فولادهای ابزاری درارای گریدی با نام A10 است که حاوی گرافیت نیز می باشد.
فولاد های ابزاری نوین سختکاری شونده در هوا. با ویژگی «تغییر شکل و دفورمه شدن کم» خود در طول فرآیند خنک کاری شناخته می شوند. قابلیت ماشینکاری آنها معمولاً خوب بوده و توازن خوبی بین استحکام و مقاومت به سایش در آنها بر قرار است. اولین فولادی ابزار سختکاری شوند در هوا با عنوان Mushet steel شاخته می شود.
گروه کربن بالا، کروم بالا: سری D
فولاد های ابزاری کار سرد، کربن -بالا مقاومت بسیار بالایی در برابر سایش و خوردگی دارند. در این فولادها علاوه بر نقش مارتنزیت کربن – بالایی که تمپر می شوند در اجزای میکروساختار. تعداد زیادی از کاربیدهای آلیاژ نیز نقش مهمی در دستیابی به مقاومت در برابر سایش بالا دارند. مقداری از کاربیدهای آلیاژ در هنگام انجماد تولید می شوند. و با آستنیت در هنگام کار در حالت گرم و آستنیتی کردن همزیستی می کنند.
و مقداری نیز در هنگام تمپر کردن ایجاد می شود. در این فولادها نیز، درصد بالای عناصر آلیاژی قابلیت سختکاری را بالا می برد و امکان تولید مارتنزیت در هنگام خنک کاری در هوا و در نتیجه پایداری ابعادی قطعه ایجاد می گردد. با اینکه مقاومت به سایش فولادهای ابزاری سری -D برای کاربردهای کار در حالت سرد مطلوب است. فرآیندهای ماشینکاری و سنگ زنی در هنگام تولید قالب های ریخته گری و تزریق پلاستیک دشوار است.
فولادهای ابزاری کلاس کار سرد شونده سری D. که در اصل شامل فولادهای D2 و D3 و D6 و D7 است. حاوی 10 تا 13 درصد عنصر کروم است. این فولادها معمولاً سختی خود را تا 425 درجه سانتی گراد حفظ می کنند. از کاربردهای متداول این گروه می توان به قالب های فورجینگ. بلوک قالب های دایکستینگ و قالب های ساخت قطعه به روش کشش (drawing) اشاره کرد. به دلیل درصد بالای کروم آنها برخی فولادهای سری D. به عنوان فولاد زنگ نزن یا «شبه – زنگ نزن» شناخته می شوند. اما به دلیل رسوب کروم و محتوای کربن آنها به صورت کاربید. خاصیت مقاومت به زنگ زدگی آنها پایین است.
فروش انواع استیل-فولاد نسوز -فولاد دریایی-فولاد ساختمانی-فولاد آلیاژی (استیل دی) ((ارتباط سریع با واحد فروش 02166396590- 09922704358))استیل دی –Steel day
02166396590– 09922704358
آدرس دفتر مرکزی: تهران – جاده قدیم کرج – بعد از کارخانه شیرپاستوریزه – فتح سیزدهم – مجتمع پایتخت- واحد C9
مطالعه بیشتر: فولاد فنر-فروش انواع فولاد فنر-تسمه فنر-مقاطع فولادی
مطالعه بیشتر: ورق استیل 316-فروش ورق استیل 316-قیمت ورق استیل 316-استنلس استیل 316
مطالعه بیشتر: فولاد c45-میلگرد c45-فولاد ck45-ورق c45-لوله c45-فروش فولاد c45-تسمه c45
بازار داخلی فولاد ضدزنگ با چالشهای جدیدی روبهرو شده است.
مطالعه بیشتر: ورق a516-فروش ورق a516-قیمت ورق a516-کاربرد ورق فولادی a516
مطالعه بیشتر: نبشی 5-نبشی پنج چه کاربردهایی دارد-فروش نبشی فولادی-نبشی ساختمانی-نبشی دریایی
مطالعه بیشتر: میلگرد st52-فروش میلگرد st52-قیمت میلگرد st52-قیمت فولاد st52-گرد st52
مشتریان به دنبال کیفیت بالاتر در محصولات فولاد فنر هستند.
مطالعه بیشتر: ایجاد مقاومت سایشی در قالب کشش
مطالعه بیشتر: ورق st44-میلگرد st44-فولاد st44-لوله st44-نبشی st44-تیر آهن st44
مطالعه بیشتر: لوله مته چاهی-لوله جداره چاه-لوله حفاری-قیمت لوله مته چاهی-فروش لوله مته چاهی
صادرات فولاد آلیاژی به کشورهای همسایه رشد قابل توجهی داشته است.