بررسی اثر متقابل خستگی
بررسی اثر متقابل خستگی، ناخالصی و ریزساختار بر رفتار فولاد

چکیده
در این تحقیق فولادهای آلیاژی با سختیهای متفاوت مورد آزمایش خستگی قرار گرفتند. نتایج نشان داد که حد خستگی با افزایش سختی تا 400 ویکرز افزایش و در مقادیر بیش از 400 ویکرز دچار افت میگردد. سطح شکست نمونههای فوق توسط میکروسکوپ الکترونی و روبشی نشان داد که در اکثر نمونهها، ناخالصیهای غیر فلزی منشأ شروع شکست خستگی میباشند. با پیشبینی شدت تنش آستانه Δkth و مطابقت آن با مشاهدات میکروسکوپ الکترونی روبشی. ناشی از سطح شکست نهایی و مقایسه با حد خستگی فولاد، میتوان توجیه مناسبی بر تأثیر سختی زمینه. بر رفتار خستگی فولاد و رابطه بین آن دو ارائه کرد.
مقدمه
در تمام فولادهای آلیاژی، حضور ناخالصیهای غیر فلزی از نگرانیهای فولادسازان و قطعهسازان به شمار میرود. این ناخالصیها در فرآیند فولادسازی متشکل است و اکثر آنها دارای ترکیبات اکسیدی و سولفیدی میباشند. یکی از عمدهترین دلایل تخریب و شکست قطعات صنعتی که در معرض بارگذاریهای دینامیکی قرار دارند، خستگی است. نظر به اینکه علت تقریباً تمام شکستهای خستگی جوانه زنی ترک از محلهای دارای تمرکز تنش میباشد.
لذا ناخالصیها که منشأ تمرکز تنش در قطعات هستند. بر روی استحکام خستگی تأثیر چشمگیری دارند. عوامل بسیاری سبب خستگی فلز میشوند و ارزیابی رفتار خستگی با استفاده از اطلاعات محدود تقریباً غیر ممکن است. بدست آوری یک روش مناسب برای پیشبینی حد خستگی (σw) در حضور این ناخالصیها، یک نیاز طولانی مدت برای مهندسین مختلف بوده است. منحنی S-N که ارتباط بین تنش اعمالی و تعداد سیکلهایی که منجر به شکست میشود را نشان میدهد. توسط دیتاهای آزمایشگاهی بدست میآید و رفتار خستگی مواد را پیشبینی میکند. رسم چنین نمودارهایی با وجود اینکه بسیار مفید میباشد اما به علت گرانی و زمان بر بودن، در صنعت کاربرد محدودی دارند.
خستگی فلزات، تحت تأثیر پارامترهای مختلفی از جمله ساختار ماده، تنش تسلیم (σy)، تنش کششی نهایی (σu)، اندازه دانه. ناخالصیهای فلزی و غیر فلزی، زبری سطح، ترک، سختی ماده و… قرار میگیرد [6-1]. در سالهای گذشته ارتباطهای تجربی بسیاری میان استحکام کششی نهایی و یا سختی با حد خستگی پیشنهاد شدهاند. برای مثال، موراکامی دو رابطه یکی برای تخمین حداقل مقدار و دیگری برای تعیین حداکثر مقدار استحکام خستگی پیشبینی کرده است. زمانی که فلزات بدون نقص هستند. حداکثر مقدار حد خستگی را میتوان با معادله (1) برای سختی کمتر از 400 ویکرز (400>HV) ارزیابی نمود [1].

حداقل استحکام خستگی زمانی است که شکست خستگی ناشی از عیب یا ناخالصی غیر فلزی باشد. موراکامی و همکارانش یک روش مفید و ساده که بر اساس دو کمیت اساسی بنا میشود، پیشیبینی (σw) ارائه کردند. این کمیتهای اساسی، سختی ویکرز که بیانگر استحکام فولاد و area√. (بزرگترین مساحت تصویر شده عیب عمود بر محور تنش اعمالی) که بیانگر پارامتر هندسی نقص میباشد، هستند. پیشبینی حداقل حد خستگی توسط معادله پیشنهادی موراکامی را میتوان چنین بیان نمود [5]:

معادلات (1) و (2) که توسط موراکامی پیشنهاد گردید محدودهای از حد خستگی. از بیشترین مقدار برای قطعه بدون عیب تا کمترین مقدار که برای قطعه دارای نقص است، را به ما میدهد. تا کنون روش مشخصی برای برآورد دقیق حد خستگی فولاد با توجه به تأثیر ناخالصی غیرفلزی. به عنوان عوامل اصلی شکست خستگی با استفاده از سختی ویکرز گزارش نشده است. و تنها کاسگراند و همکارانش در سالهای اخیر در این زمینه کار کردند [6]. آنها نیز از فرمول (2) موراکامی برای پیشبینی حد خستگی استفاده کردند.
ولی برای جایگزینی area√ فرمول جدیدی ارائه دادند که در نهایت فاکتورهای حساسیت ریزساختار به ترک، ناخالصی و زبری سطح را در نظر نگرفتهاند. بنابراین، در این مقاله سعی گردید روش جدید، ساده و نسبتاً دقیق برای تخمین حد خستگی با استفاده از سختی ویکرز. با توجه به تأثیر ناخالصی غیر فلزی و زبری سطح ارائه شود. با توجه به اینکه ناخالصیهای غیر فلزی عامل اصلی شکست در فولادهای آلیاژی میباشند. بنابراین پیدا کردن روشی مناسب برای تعیین اندازه بحرانی ناخالصی برای استفاده در صنعت فولادسازی یکی دیگر از اهداف این تحقیق میباشد.

مواد و روش تحقیق
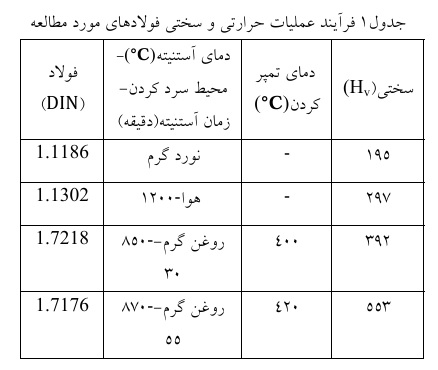
در این تحقیق جهت انجام آزمایشات خستگی، نمونههای استاندارد خستگی از چهار نوع فولاد تجاری. DIN 1.1186 , 1.3102 ,1.7176 , 1.7218 مطابق با استاندارد DIN 50113 تهیه شد. هر فولاد به منظور دستیابی به سختیهای مختلف، تحت یک سیکل عملیات حرارتی خاص قرار گرفت. در جدول (1) این سیکلها به صورت خلاصه آورده شده است. نمونههای حاصل از سیکلهای مختلف بعد از عملیات حرارتی، تحت بررسی ریزساختاری و خواص مکانیکی خستگی قرار گرفتند.
فولاد 1.1186: نام دیگر این فولاد CK40 میباشد و نوعی فولاد کربنی عملیات حرارتپذیر نیز شناخته می شود. این فولاد دارای سختیپذیری متوسط، شکلپذیری و ماشینکاری بسیار خوب است. از این فولاد معمولاً در صنایع ماشینسازی، قطعات خودرو، موتورها، پیچ و مهره، محور قطار و شافتهای صنعتی استفاده میشود. دمای پیشگرم این فولاد بین 150 تا 200 درجه سانتیگراد است. و برای جوشکاری آن از الکترودهایی مانند E9018-G استفاده میشود.
فولاد 1.3102: این فولاد با نام فولاد گرمکار نیز شناخته میشود. یک نوع فولاد آلیاژی است که برای کاربردهای دمای بالا طراحی شده است. این فولاد دارای مقاومت بالا در برابر حرارت، سایش و شوک حرارتی است و معمولاً در ساخت قالبهای دایکاست، ابزارهای آهنگری و قطعاتی که تحت فشار و دمای بالا کار میکنند، استفاده میشود.
فولاد 1.7176: یکی از فولادهای آلیاژی 1.7176 میباشد که با نام فولاد فنر 55Cr3 نیز شناخته میشود. این فولاد دارای ترکیب شیمیایی شامل حدود 0.55 درصد کربن 0.37 درصد سیلیسیم، 0.7 تا 1 درصد منگنز و کروم است. این ویژگیهای برجسته این فولاد میتوان به خاصیت الاستیسیته بالا، مقاومت در برابر سایش و خوردگی، و شکلپذیری خوب آن اشاره کرد. این فولاد معمولاً در ساخت فنرهای لایهای تخت، فنرهای پیچشی و فنرهای استوانهای برای صنایع خودروسازی و دیگر کاربردهای صنعتی استفاده میشود.
فولاد 1.7218: یک نوع فولاد آلیاژی عملیات حرارتیپذیر است که با نامهای AISI 5140 و 41Cr4 نیز شناخته میشود. این فولاد به دلیل ترکیب شیمیایی خاص خود شامل 0.45-0.38 درصد کربن، 0.90-0.120 درصد کروم، 0.60-0.90 درصد منگنز و 0.15-0.40 درصد سیلیسیوم، دارای خواص مکانیکی برجستهای مانند مقاومت بالا در برابر تنشهای مکانیکی، سختی مناسب و مقاومت به سایش است. این فولاد معمولاً در صنایع خودروسازی، ساخت ابزارها و ماشینآلات، تجهیزات مهندسی و قطعاتی که نیاز به استحکام و سختی بالا دارند، استفاده میشود. همچنین قابلیت عملیات حرارتی مانند کوئنچ و تمپر را دارد. که باعث بهبود خواص مکانیکی آن میشود.
برای مشاهده ریزساختار، نمونههای متالوگرافی ابتدا با استفاده از تکنیکهای متداول پولیش، مهیا و مشاهدات ریزساختاری توسط میکروسکوپ نوری انجام شد. کسر حجمی فازهای هر ریزساختار توسط نرم افزار آنالیز تصویر (Clemex) تعیین گردید.
آزمون خستگی با استفاده از دستگاه آزمون خستگی از نوع چرخشی-خمشی با فرکانس 98 هرتز (5800 دور بر دقیقه). و نسبت تنشی R=-1 در دمای محیط انجام گردید. آزمایشها تا زمانی که نمونه بشکند یا 107 سیکل تنش را تحمل کند، ادامه یافتند. حداقل 4 آزمون سختی بر روی نمونههای عملیات حرارتی شده در هر گروه انجام شد که مقدار متوسط آن گزارش شده است.
همچنین به منظور تعیین اندازه و محل ناخالصی غیر فلزی، عامل شکست خستگی و نیز برای تعیین چگونگی شکست نهایی. سطوح مختلف شکست بوسیله میکروسکوپ الکترونی روبشی (SEM) مورد بررسی قرار گرفتند.
بررسی اثر متقابل خستگی

نتایج و بحث
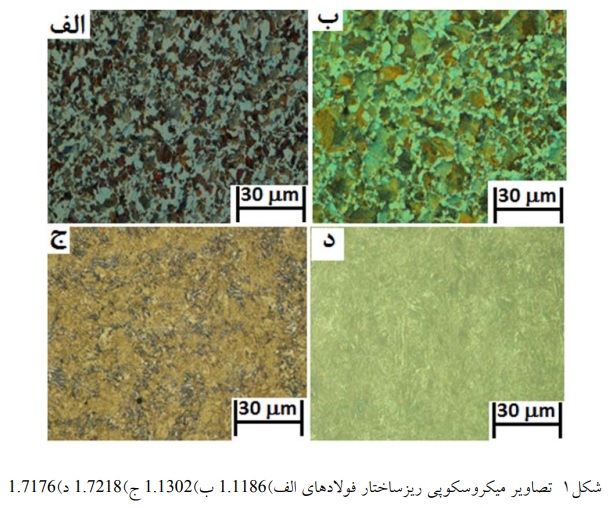
مشاهدات ریز ساختاری. ساختار میکروسکوپی فولادهای مورد آزمایش در شکل (1) آورده شده است. فولاد 1.1186 ساختار فریتی-پرلیتی نسبتاً ریزی دارد. که مناطق روشن حاوی 40 درصد فاز فریت و بقیه که مناطق تیره میباشد، حاوی فاز پرلیت است. فولاد 1.1302 با ساختار فریتی-پرلیتی نسبتاً درشت با مناطق روشن حاوی 30 درصد فاز فریت و بقیه مناطق که تیره رنگ است، پرلیت میباشد. فولاد 1.7218 شامل 8 درصد فاز سفید رنگ فریت، 32 درصد فاز تیره رنگ بینیت و بقیه مارتنزیت تمپر شده میباشد.
بررسی اثر متقابل خستگی
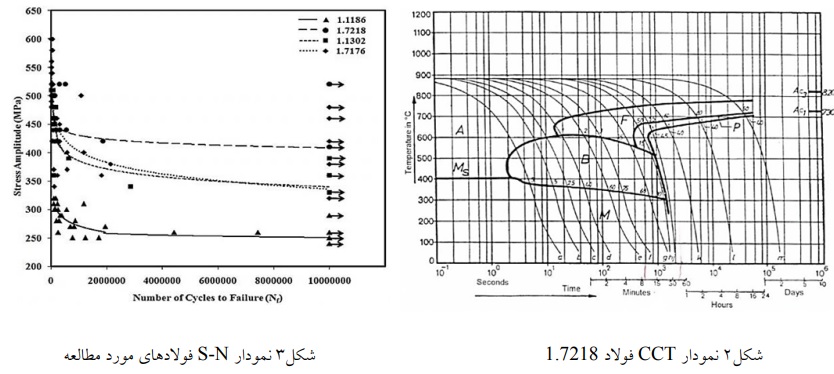
در نهایت ساختار فولاد 1.7176 کاملاً مارتنزیت تمپر شده است. فولاد 1.1186 و 1.1302 هر دو ساختار فریتی-پرلیتی دارند. اما به دلیل وجود بیشتر فاز نرم فریت در فولاد 1.1186 این فولاد از سختی کمتری برخوردار است. با توجه به نمودار CCT فولاد 1.7218 شکل (2) و با توجه به سرعت بالای سرد کردن در روغن. انتظار میرود ساختار این فولاد فاز فریت نداشته باشد. ولی طبق شرایط خاص عملیات حرارتی در این پژوهش، ساختار حاوی فاز فریت نیز هست. زیرا دمای آستنیته استاندارد فولاد 1.7218، 875 درجه سانتیگراد میباشد.
در صورتیکه در این تحقیق در دمایی زیر دمای آستنیته استاندارد 850 درجه سانتیگراد آستنیته کردن فولاد انجام شد. که این باعث میشود کاربیدها به صورت حل نشده در ساختار باقی بمانند و ساختار کاملاً آستنیتی نشده. و این موجب میشود که نمودار CCT به سمت چپ میل کند. همچنین، نمونهها بلافاصله بعد از بیرون آمدن از کوره کوئنچ نشدند و این از سرعت سرد شدن میکاهد. از آنجا که با انجام عملیات حرارتی یکسان، ساختار حاصل برای فولاد 1.7176 کاملاً مارتنزیت تمپر شده میباشد. در حالیکه فولاد 1.7218 ساختار سه فازی دارد. لذا فولاد 1.7218 نسبت به فولاد 1.7176 سختیپذیری کمتری دارد.
نمودار S-N شکل (3) نمودار S-N حاصل از آزمایشات خستگی تمام نمونههای مورد بررسی را نشان میدهد. تنشی که در آن نمونه بتواند 107 سیکل را بدون شکست تحمیل نماید. حد خستگی (σw) نامیده میشود. که در نمودار حاصل بین سیکلهای 107,106 یک ناحیه افقی حاصل شده است که تعیین حد خستگی را آسان مینماید. یکی از مهمترین اهداف آزمون خستگی برای فولادها، تعیین حد خستگی است.
این بدین دلیل است که قطعاتی که تحت تنش خستگی هستند باید طوری طراحی شوند. که در حین کار تحت تنشی کمتر و یا حداکثر برابر با حد خستگی قرار گیرند. حد خستگی فولادهای 1.7176,1.7218,1.1302,1.1186 به ترتیب برابر با 320,410,330,240Mpa میباشد.
بررسی اثر متقابل خستگی
با این که فولاد 1.7218 سختترین فولاد از بین چهار نوع فولاد مورد آزمایش نمیباشد. اما حداکثر حد خستگی را به خود اختصاص داده است. علاوه بر این فولاد 1.7176 با ساختار مارتنزیت تمپرینگی، که بیشترین مقدار سختی را دارد. حد خستگی مشابهی با فولاد نرماله 1.1302 دارد. فولاد 1.1186 با ساختار فریتی-پرلیتی ریز و داشتن بیشترین فاز نرم فریت و کمترین سختی، کمترین حد خستگی را نیز دارد.
ارتباط بین سختی و حد خستگی. تأثیر ناخالصی غیر فلزی توسط ضریب شدت تنش (KImax) با استفاده از فرمول زیر بیان میشود [5]:

در این رابطه σ تنش اعمالی و area√ اندازه ناخالصی و C1 مقداری ثابت و تابع موقعیت ناخالصی است. و مقدار آن به ترتیب برای ناخالصیهای داخلی و سطحی 0/5 و 0/65 میباشد. برای تعیین مقدار area√، همه نمونههای شکسته شده، در زیر میکروسکوپ الکترونی روبشی مورد بررسی قرار گرفتند. و بعد از مشخص شدن ناخالصی عامل شکست، ابعاد آن اندازهگیری میشود. اگر مقطع ناخالصی در سطح شکست به دایره نزدیک باشد.
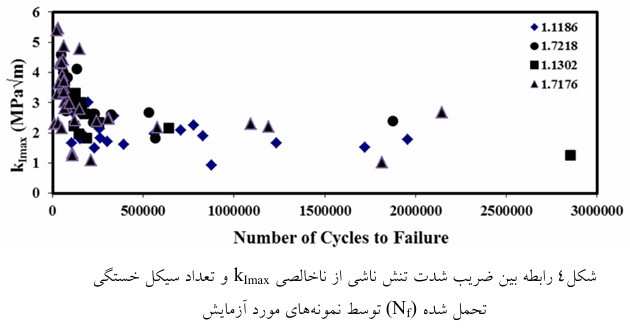
از فرمول محاسبه سطح دایره و اگر شبیه بیضی باشد از رابطه بیضی برای محاسبه مجذور سطح استفاده میشود. ارتباط بین شدت تنش (KImax) تولیدی توسط ناخالصی غیر فلزی و تعداد چرخههایی که منجر به شکست میشود. (Nf)، برای همه نمونههای مورد آزمایش در شکل (4) نمایان و مشخص است. میتوان مشاهده کرد که با کاهش Nf،KImax افزایش مییابد. مطابق فرمول محاسبه KImax (فرمول 3)، شدت تنش به اندازه ناخالصی و تنش اعمالی بر روی آن بستگی دارد.
از اینرو طبق نتایج آزمایشات انجامی در این تحقیق، در برخی نمونههای دارای ناخالصی بزرگ، مشاهده شده که شکست خستگی از این ناخالصیها نبوده است. زیر موقعیت این ناخالصیها به گونهای است که تحت تنش کمتری نسبت به بعضی از ناخالصیهای کوچکتر. که در موقعیتهای دارای تنش بزرگتر هستند، قرار دارند. بنابراین، برای بررسی استحکام و روابط خستگی، استفاده از ضریب شدت تنش که هر دو پارامتر اندازه ناخالصیها. و تنش را به طور همزمان شامل میشود، یکی از بهترین و قابل اعتمادترین معیارها میباشد [5].
شکل (5) ارتباط بین سختی زمینه و حد خستگی را در فولادهای مورد آزمایش نشان میدهد. با توجه به شکل (5)، حد خستگی با افزایش سختی تا حدود 400 ویکرز افزایش مییابد. در حالیکه برای مقادیر بیشتر، سختی کاهش مییابد. در محدوده H7>400 با وجود سختی بیشتر ساختار، ترک راحتتر انتشار مییابد. که این منجر به شکست سریعتر میشود. این پدیده را میتوان به ناحیه پلاستیک کوچکتر در مقابل نوک ترک در فولادهای با استحکام بالا نسبت داد.
بررسی اثر متقابل خستگی
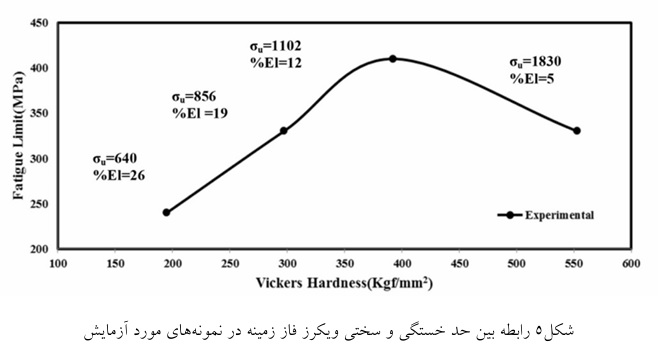
در نتیجه، در فولاد با سختی بالاتر در مقایسه با فولادهای با سختی کم و متوسط وقتی ناخالصی غیر فلزی در ساختار وجود داشته باشد. هنگامیکه ترک خستگی از ناحیه مرزی زمینه و ناخالصی جوانه میزند. در کل ساختار با سرعت بیشتر انتشار مییابد. بنابراین، اثر مخرب آن روی استحکام خستگی بیشتر مشهود است. شکل (5) ارتباط بین حد خستگی و سختی ویکرز را نشان میدهد. با توجه به دادههای استحکام کششی و درصد ازدیاد طول برای هر یک از نقاط در نمودار شکل (5)، مشخص است.
که استحکام کششی زیاد به تنهایی معیار مناسبی برای داشتن حد خستگی بالا نمیباشد. هر دو پارامتر استحکام کششی و درصد ازدیاد طول بر روی حد خستگی تأثیر گذارند. بدین معنا که فولاد برای داشتن حد خستگی بالا، علاوه بر استحکام مناسب بایستی چقرمگی خوبی نیز داشته باشد. ضریب شدت تنش بیان کننده مقدار افزایش تنش اعمالی به نمونه توسط ناخالصی در مرز بین آن و زمینه است. کمترین مقدار KImax برای هر نوع فولاد (KIth) نامیده میشود. که بیانگر حداکثر مقاومت ساختار در برابر شکست خستگی میباشد.
بررسی اثر متقابل خستگی
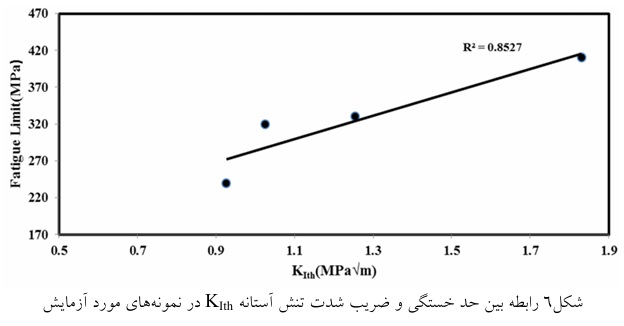
و هرگاه مقادیری کمتر از این شدت تنش در نمونه ایجاد شوند. ریز ساختار قادر خواهد بود تا در برابر آن مقاومت نماید [7]. با توجه به این توضیحات، فاکتور Kth میتواند یک معیار مناسب برای برآورد حد خستگی باشد. در شکل (6) ارتباط بین حد خستگی Kth نشان داده شده است.
در این شکل میتوان دید که با افزایش Kth نیز در نتیجه، در فولاد با سختی بالاتر در مقایسه با فولادهای با سختی کم. و متوسط وقتی ناخالصی غیر فلزی در ساختار وجود داشته باشد. هنگامیکه ترک خستگی از ناحیه مرزی زمینه و ناخالصی جوانه میزند. در کل ساختار با سرعت بیشتر انتشار مییابد. بنابراین، اثر مخرب آن روی استحکام خستگی بیشتر مشهود است.
شکل (5) ارتباط بین حد خستگی و سختی ویکرز را نشان میدهد. با توجه به دادههای استحکام کششی و درصد ازدیاد طول برای هر یک از نقاط در نمودار شکل (5)، مشخص است. که استحکام کششی زیاد به تنهایی معیار مناسبی برای داشتن حد خستگی بالا نمیباشد. هر دو پارامتر استحکام کششی و درصد ازدیاد طول بر روی حد خستگی تأثیر گذارند. بدین معنا که فولاد برای داشتن حد خستگی بالا، علاوه بر استحکام مناسب بایستی چقرمگی خوبی نیز داشته باشد.
ضریب شدت تنش بیان کننده مقدار افزایش تنش اعمالی به نمونه توسط ناخالصی در مرز بین آن و زمینه است. کمترین مقدار KImax برای هر نوع فولاد (KIth) نامیده میشود. که بیانگر حداکثر مقاومت ساختار در برابر شکست خستگی میباشد. و هرگاه مقادیری کمتر از این شدت تنش در نمونه ایجاد شوند.
ریز ساختار قادر خواهد بود تا در برابر آن مقاومت نماید [7]. با توجه به این توضیحات، فاکتور KIth میتواند یک معیار مناسب برای برآورد حد خستگی باشد. در شکل (6) ارتباط بین حد خستگی KIth نمایان و مشخص است. در این شکل میتوان دید که با افزایش KIth نیز σw دارای افزایش است. با گذراندن یک خط بهینه از دادههای شکل (6) میتوان ارتباط بین این دو فاکتور را مطابق معادله 4 بدست آورد.

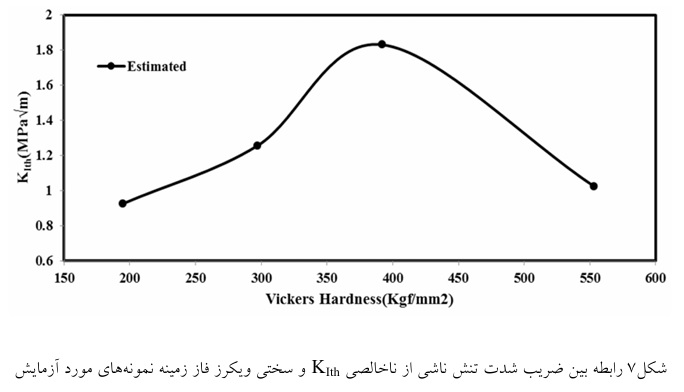
با توجه به نمودار شکل (6) رابطه بین σw و Kth خطی میباشد. ارتباط بین KIth و سختی فولادهای مورد آزمایش در شکل (7) نمایان و مشخص است. همانطور که مشاهده میشود. KIth نیز رفتار مشابهی با حد خستگی دارد. با توجه به شکل (6) با افزایش σw،KIth نیز افزایش مییابد. و از آنجا که هر دو روند یکسانی با Hv دارند. بنابراین فاکتور KIth میتواند معیار مناسبی برای تخمین حد خستگی باشد. معادله (5) که در محدوده Hv<400 بدست آمده است. ما را قادر به پیشبینی فاکتور شکست تنش آستانه (KIth)، با Hv میکند:
بررسی اثر متقابل خستگی

با جایگزینی معادله (5) در معادله (4)، معادله جدیدی حاصل میشود که σw بر اساس Hv پیشبینی میکند:

برای تعیین حد خستگی بدون انجام آزمایشهای خستگی وقتگیر و هزینهبر میتوان از فرمولهای پیشنهادی برای فولادهایی با سختی حداکثر 400 ویکرز استفاده کرد. فرمول (6) که به طور غیرمستقیم ارتباط σw را با Hv مشخص میکند. میتواند برای تخمین حد خستگی با داشتن سختی فولاد استفاده گردد.
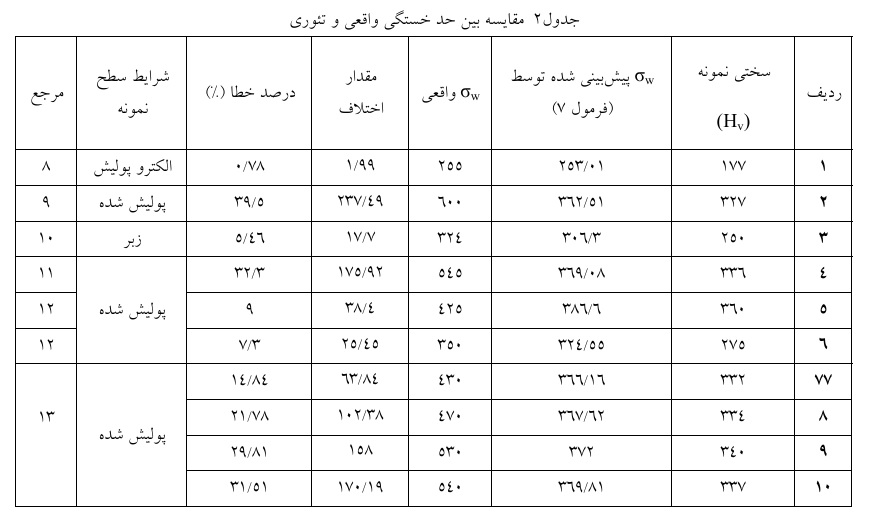
برای صحتسنجی رابطههای پیشنهادی برای پیشبینی حد خستگی، مقایسهای بین مقادیر عملی. حاصل از آزمایشهای خستگی که توسط محققین دیگر [13-8] بدست آمده و مقادیر تئوری حاصل از فرمول (6) انجام شده. نتایج این مقایسه در جدول (2) نمایان و مشخص است.
بررسی اثر متقابل خستگی
شایان ذکر است که فولادهای مورد آزمایش در این تحقیق سطوح زبر و بدون پولیش داشته. و فرمولهای پیشنهادی برای فولادهایی که سطوح پولیش شده دارند، با خطا همراه است. درصد خطا بین مقادیر تئوری و عملی حد خستگی در فولاد با سطح زبر، تنها 5% میباشد که نتیجه قابل قبولی خواهد بود.
تعیین اندازه ناخالصی بحرانی Inclusion Critical Size
برای بدست آوری اندازه بحرانی ناخالصی میتوان از فاکتور KIth که کمترین مقدار ضریب شدت تنش میباشد، استفاده کرد. از معادله زیر جهت پیشبینی اندازه بحرانی ناخالصی عامل شکست خستگی میتوان استفاده نمود [7]:
بررسی اثر متقابل خستگی
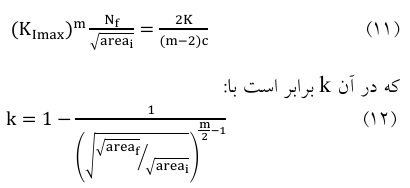
در شکل (8) ارتباط بین اندازه بحرانی ناخالصی بر حسب سختی ویکرز مشاهده میشود. با افزایش سختی فاز زمینه تا 400 ویکرز اندازه بحرانی ناخالصیهایی که منجر به شکست میشوند، افزایش مییابد. این بدان معنی است که ناخالصیهای غیر مخرب بزرگتری قادر به حضور در ساختار خواهند بود. و این شرایط تا سختی 400 ویکرز صادق است.
در سختیهای بالاتر از ویکرز سایز ناخالصیهای مجاز در فولاد، کاهش مییابد و ناخالصیهای غیر فلزی در فولادهای با استحکام بالا بیشتر مخرب خواهند بود. بنابراین، فولادسازان باید در مورد تمیزی فولادهای با استحکام بالا دقت و مراقبت بیشتری داشته باشند. زیرا اندازه بحرانی ناخالصی برای این فولادها بسیار کوچکتر است.
تخمین عمر خستگی توسط شدت تنش. برای تخمین عمر خستگی یک قطعه، تعیین مقدار بار، طول ترک مجاز، سرعت رشد مرحله II ترک خستگی لازم و ضروری به نظر میرسد. تاناکا و همکارانش [14] پیشنهاد کردند که پارامترهای c و m در معادله پاریس (معادله 8). که ارتباط نرخ رشد ترک (da/dN) به ضریب شدت تنش را مشخص میکند. را میتوان به صورت غیر مستقیم از دادههای نمودار S-N تعیین کرد.

ضریب شدت تنش برای ناخالص را میتوان بصورت زیر نوشت [15-14]:

با جایگذاری رابطه (9) در رابطه (8) و با فرض اینکه ناخالصی شکل کروی داشته باشد داریم:

با انتگرال گیری از معادله (10) در بازهی اندازه ناخالصی (ai) تا اندازه نهایی ترک (af). و از صفر تا Nf رابطه بین عمر خستگی و فاکتور شدت تنش، به شکل رابطه (11) بدست میآید [15-14].
و با فرض اینکه انداز ه ترک نهایی بسیار بزرگتر از اندازه ناخالصی میباشد. k برابر یک میشود و رابطه (11) به صورت زیر میشود. [1,14,16]:

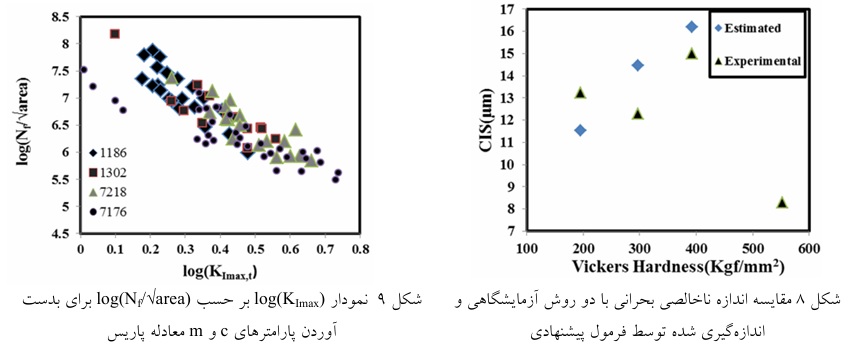
شکل (9) تغییرات KImax با Nf/√area همه نمونههای مورد آزمایش که از دیتاهای نمودار S-N حاصل میآید، را نشان میدهد. همانطور که نمایان و مشخص است یک ارتباط خوب خطی در نمودار log-log حاصل گردید. در ابتدا با لگاریتمی کردن رابطه (13) یک معادله خطی مطابق با شکل (9) حاصل میشود. که شیب این نمودار به عنوان m و عرض از مبدأ آن مساوی با log(2(m-2)c است. با جایگزینی m در عبارت log(2(m-2)c پارامتر c نیز بدست میآید. با تعیین پارامترهای c و m و جایگزینی در معادله پاریس میتوان نمودار

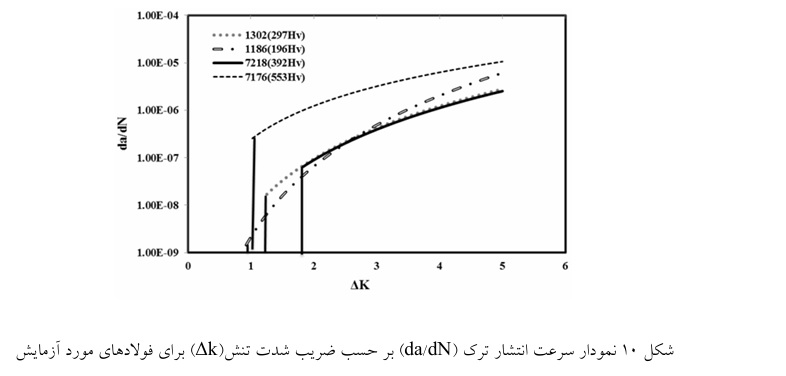
را رسم و نواحی مختلف گسترش ترک ر مشاهده کرد شکل (10). بر طبق نظریه موراکامی [5] حد خستگی برای یک فولاد تنش بحرانی جهت ایجاد ترک نیست. بلکه تنش آستانه برای گسترش ترکهای غیر پیشرونده بدون توجه به حضور نقایص است.
بنابراین، هنگامی که یک ناخالصی غیر فلزی منشأ ترک باشد، نباید حد خستگی را بعنوان تنش بحرانی برای ایجاد ترک در نظر گرفت. بلکه باید به عنوان تنش آستانه جهت گسترش ترکهای غیر پیشرونده از ناخالصیهای غیر فلزی. و گسترش آن به داخل ریز ساختار و در نهایت توقف رشد آن در نظر گرفت. لذا، با بدست آوردن Δkth حاصل از نمودار (10) میتوان حد خستگی فولاد را نیز پیشبینی کرد.
طبق نمودار (10) و مقایسه آن با نمودار (3)، مشخص است که نمونهای که حد خستگی بیشتری دارد، در واقع Δkth بالاتری دارد. فولاد 1.1186 با کمترین Δkth، کمترین حد خستگی و فولاد 1.7218 با بیشترین Δkth، بالاترین حد خستگی را دارد. طبق نظریه موراکامی، تا هنگامی که ترکی در مرز ناخالصی و زمینه به وجود نیامده است.
ناخالصیها به عنوان مراکز تمرکز تنش عمل مینمایند. و به محض اینکه ترک ناشی از تمرکز تنش ناخالصی ایجاد شد. تمرکز تنش به ترک منتقل میشود و موجب گسترش آن میگردد [17]. بنابراین، طبق نمودار (10)، فولاد 1.7176 با دارا بودن بیشترین سرعت رشد ترک خستگی، در بالاترین قسمت نمودار واقع شده است.
بعد از آن فولاد 1.1186 میباشد که نمودار با شیب زیادی افزایش مییابد و ترک با سرعت بیشتری گسترش مییابد. و Δkth آن نیز کمتر از بقیه فولادها میباشد. دو فولاد 1.7218 و 1.1302 تقریباً سرعت رشد یکسانی دارند. ولی Δkth فولاد 1.7218 بیشترین مقدار میباشد.
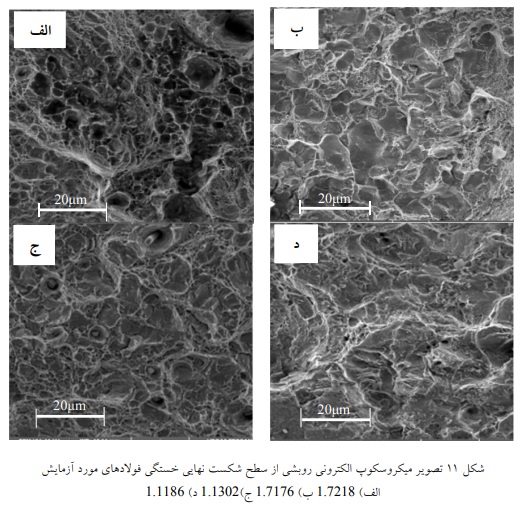
شکست نگاری. مشاهدات میکروسکوپ الکترونی روبشی حاصل از سطوح شکست نشان میدهد که ناخالصیهای غیر فلزی منشأ اصلی ترک خستگی میباشند. ناخالصیها شامل اکسید کلسیم، آلومینیوم، سیلیسیم، منیزیم، میباشند. سطح مقطع شکست نهاییی ریز ساختارهای مورد بررسی در شکل (11) نمایان و مشخص است.
بررسی اثر متقابل خستگی
سطح شکست فولاد 1.7218 دیمپل مانند شامل حفرههای ریز و درشت که نشان دهنده بهم پیوستگی و رشد میکروحفرهها است، میباشد (شکل 11(الف)). این دیمپلها از کاربیدهای به وجود آمده در فرآیند تمپر، آخالها و رسوبات بوجود میآیند. زیرا مدول الاستیک این ذرات با زمینه متفاوت است.
لذا در حین تغییر شکل بین این ذرات و زمینه تنش برشی بوجود آمده. و موجب جوانهزنی ترک و سپس رشد و در نهایت پارگی به صورت دیمپل میگردد. نابجاییها و مناطق تمرکز تنش نیز میتوانند به عنوان مرکز جوانهزنی میکروحفرهها عمل کنند [18]. فولاد 1.7176 به دلیل داشتن صفحات صاف براق که صفحات رخ برگی نام دارند، به صورت ترد میشکند.
بررسی اثر متقابل خستگی
پیدایش این سطوح در فولاد را میتوان به چند عامل نسبت داد که عبارتند از.
1-کاربیدهای آهن [19,20]، آخالهای کروی شکل سولفید منگنز [21] و ذرات ثانویه به ویژه کاربید تیتانیم [22-19]. در صورتی که کاربیدهای آهن، آخالهای سولفیدی یا ذرات ثانویه. عامل پیدایش سطوح روشن در شکست رخ برگی باشند. وجود حفره در محل شروع رشد ترک اجتنابناپذیر خواهد بود [22].
اما در بررسیهای شکست نگاری وجود حفره در محل شروع رشد ترک مشاهده نشد. لذا این عامل نمیتواند موجب شکست شده باشد.
2- مرزدانهها: که عامل اصلی در ناهمگن بودن ریز ساختار مواد پلی کریستال تک فازی. و شکست ترد در این مواد به شمار میروند.
3-مرزهای بین فازی: در حین عملیات حرارتی و انجام استحاله فازی در منطقه دو فازی، جایی که فریت از آستنیت تشکیل میشود. تعداد زیادی نابجایی کم تحرک در مرزهای بین فازی فریت/آستنیت تشکیل میشود.
تا جایی که بر تعداد این نابجاییهای نامتحرک به هنگام انجام استحالههای بینیتی و مارتنزیتی افزوده میشود. به دلیل ایجاد فاز مارتنزیت چگالی نابجاییها در مرزهای بین فازی و هم چنین تنشهای پسماند مورد حاصل در ساختار این فولاد افزایش مییابد.
این امر منجر به شکلگیری مرزهایی با ساختار نامنظم در طول عملیات حرارتی در فولاد میشود. نامنظم بودن ساختار میتواند مقاومت ریزساختار را در برابر شکست رخ برگی کاهش دهد. میتوان چنین استنباط کرد که به علت پر تعداد بودن مرزهای بین فازی در ریز ساختار فولاد 1.7176. با کاهش مقاومت ریزساختار به شکست رخ برگی، شرایط شکست ترد در فولاد فراهم شود.
بنابراین، طبق شکل (11-ب) سطح شکست نهایی فولاد 1.7176، به علت نمایان شدن سطوح صاف با دانه بندی مشخص، از نوع رخ برگی است. شکل (11-ج) سطح شکست فولاد 1.1302 را نشان میدهد که ترکیبی از دیمپلهای نرم و صفحات رخ برگ ترد میباشد. شکست نسبتاً ترد این ساختار، استحکام خستگی پایین آن را توجیه میکند.
این احتمال وجود دارد که سطح شکست فولاد 1.1186، ترکیبی از صفحات ترد رخ برگی و شکست ترد مرزدانهای باشد (11 (د)). پیدایش سطوح رخ برگی به علت تشکیل ریز ترکها در اطراف ناخالصیهای غیر فلزی، ناشی از تغییر شکل مومسان فولاد میباشد.
بدلیل قطع ناخالصی توسط نابجاییها، لغزش صفحهای بوده و تجمع نسبتاً زیاد نابجایی باعث ایجاد تنشهای بزرگ. شروع ساده ریز ترکها و رفتار ترد خواهد شد [23]. در فولاد 1.7218 نسبت به فولاد 1.1302 اندازه متوسط و فاصله بین دیمپلها کمتر و تعداد آنها در یک بزرگنمایی ثابت بیشتر است.
این میتواند به تعداد محلهای بیشتر جوانهزنی میکرو حفرهها در فولاد 1.7218 مربوط باشد. کوچکتر بودن اندازه دیمپلها و بیشتر بودن تعداد آنها در فولاد 1.7218 میتواند حاکی از افزایش انرژی شکست و در نهایت منجر به بالاتر بودن استحکام خستگی و انعطافپذیری کمتر این فولاد نسبت به بقیه فولادها با سختی کمتر از 400 ویکرز باشد.
نتیجهگیری
بر اساس آزمونهای خستگی انجام شده در این تحقیق و مطالعات ریزساختاری نتایج زیر حاصل گردید.
(1) حد خستگی چهار نوع فولاد تجاری 1.1186،1.1302،1.7218،1.7176 با سختیهای مختلف، تا 400 ویکرز افزایش و در مقادیر بیشتر سختی کاهش مییابد.
(2) تصاویر حاصل از میکروسکوپ الکترونی روبشی نشان میدهد که ناخالصیهای غیر فلزی منشأ اصلی ترک خستگی در نمونههای آزمایش شده میباشند.
(3) ارتباط فاکتور شدت تنش آستانه که توسط ناخالصیهای غیر فلزی ایجاد میشود. با سختی، مشابه با ارتباط حد خستگی با سختی است.
(4) مشاهدات شکست نگاری نشان داد که هر چه تعداد دیمپلها در یک بزرگنمایی ثابت بیشتر، عمیقتر و کوچکتر باشد، استحکام خستگی نیز بالاتر است.
(5) تفاوت بین اندازه ناخالصی بحرانی به روش پیشنهادی با مقدار واقعی آن ناچیز است. و ناخالصیهای غیر فلزی در فولادهای با استحکام بالا بیشتر مخرب هستند.
(6) معادلات مناسبی برای پیش بینی σw و KIth توسط سختی ویکرز ارائه شد. که برای کاربردهای صنعتی مفید میباشد.
1- سمیرا مرتضائی: دانشجوی کارشناسی ارشد، دانشکده مهندسی معدن و متالورژی، دانشگاه یزد.
2- علیرضا مشرقی: نویسنده مسئول: دانشیار دانشکده مهندسی معدن و متالورژی، دانشگاه یزد.